
Teamwork & Technology Produce Water Treatment Results For Antara HBI Plant

Faycal FinnoucheTechnical Manager
Articles by Faycal
Dave OswaldGeneral Manager - Global Water & Services
Articles by Dave
INTRODUCTION
Midrex has a long history of aftermarket support for our Process Licensees and a strong desire to introduce technologies and enhancements that benefit their operations. One of the newer Midrex initiatives to expand our service model was to establish an agreement with ChemTreat, Inc., which enables us to offer water treatment and technical solutions for the water systems of MIDREX® Plants. The agreement was announced in December 2018, and by early 2019, Midrex had signed its first water treatment contract with Antara Steel Mills HBI to provide services following their scheduled annual maintenance shutdown.
This article reviews the cooperative efforts of the Antara utilities team and the Midrex water services team prior to start-up and the activities in preparation for product introduction. Additionally, it reviews the activities following start-up and compares the first year’s results against historical data. Lastly, some future efforts which have wide range application to the DRI water process are introduced.
BACKGROUND
Antara HBI plant was commissioned in August 1984. Current capacity is approximately 570,000 tons per year (t/y), with a production rate of 100 tons per hour (t/h). The plant manufactures hot briquetted iron (HBI) with a metallization rate of 93-94%. Located on the Island of Labuan off the north coast of East Malaysia, they have a deep-water port to ship all of their production to overseas clients.

Antara HBI Plant
The plant typically takes an extended maintenance shutdown every 18 months. During these periods, the plant conducts normal repair and maintenance activities for the entire facility and specifically for the water system, focusing on cleaning the cooling tower fill and basins along with the scrubber packing and fouling in the pipework. These shutdowns normally take 30-45 days to complete.
Prior to negotiating the final program recommendations, the Midrex team visited the plant to understand the current state of the water circuits and treatment strategy being deployed by Antara. Based upon this information and discussions with ChemTreat, we developed a treatment strategy which would provide performance improvements to plant operations. In order to implement these enhancements, additional dosing points and pump skids would be required.
POST-CONTRACT SIGNING ACTIVITIES

Evaluating Treatment Scenarios
Following the execution of the contract, the Midrex water team visited the plant to discuss the location of the additional dosing skids and to review the treatment and dosing strategies necessary to execute the program. Additionally, we evaluated a number of treatment scenarios for the Process Cooling Water (PCW) system to ensure that the program would achieve a significant reduction in total suspended solids (TSS) in the system. The goal was a 50% reduction from historical levels. Using the current treatment protocol and evaluating multiple combinations of flocculants and coagulants, we were able to determine the right program for Antara’s water. With these results, the “guess work” for the PCW system was eliminated.

Dosing skid & 1m3 product tote (close up view)
During the next several months, we focused on constructing the dosing skids and shipping them to Labuan, where the Antara team built out and fabricated a storage area for each of the systems.
We also delivered all the required inventory for start-up and worked with the Antara team to develop a delivery schedule to ensure uninterrupted supply. One of the more practical solutions was to supply all products in 1m3 totes so plant-side inventory always was ready for treatment. We were well aware of the effects of poor system management, which stems from inadequate supply of on-site chemical, so the decision was mutual to use totes for each dosing station.

Covered storage for new dosing skids
PRE-START-UP ACTIVITIES
Just prior to the HBI plant restarting in September 2019, we visited the site to have final meetings with the Antara utilities and laboratory team to answer final questions and to set up treatment for each of the systems. The first priority was to commission all the dosing pumps and establish dosing curves for each product with each skid. With Antara’s assistance, this was completed and feed rates were calibrated and verified.
The next step was to set up the analytical software program – CTVista+ – from ChemTreat and build out desired upper and lower control limits for all systems. The software package can be customized for the need of each client, and with Antara’s historical water treatment data “dumped” into the software, Laboratory teammates and Midrex customized the reporting protocol to meet Antara’s expectations. One of the big changes which CTVista+ enabled the client to do, is provide a daily dashboard for the critical variables. This information is available to all responsible plant personnel and remotely to Midrex.
The last major activity prior to commissioning was to conduct a general training session for the responsible departments. While Antara has a very strong process control culture and is competent to conduct almost any test required from their laboratory or troubleshoot the systems with precision, collectively, Antara and Midrex wanted to go through some of the critical changes which were involved with the new program. Over two days, we reviewed each system and treatment program and discussed how it would be managed for optimal results.

CTVista+ Trend Chart Display
YEAR 1 RESULTS
Start-up began without many issues from a water treatment perspective. Initially, the clarifier had lower turbidity readings and TSS levels were 50% lower than historical changes. After two weeks of onsite management with the Antara utility team, we determined that all pumps, feed rates, and performance parameters were as expected and returned to our office. The plan was to visit the plant regularly and have routine conference calls to ensure results were maintained. Unexpectedly, our strategy was interrupted by the COVID-19 global pandemic. The last onsite visit was in early February 2020, but conference calls have continued through today. We have seen in the CTVista+ data that results have shown solid improvement from historical data. (Figure 1)
Probably, the most significant result has been the improvement in the PCW system relative to water clarity. Historically, the incoming TSS average was 467 ppm. Following the shutdown, the incoming TSS has averaged 522 ppm – a 12% increase. Even with this trend, water clarity going to the hot well (over the weir) was reduced to 18.1ppm TSS from 34.2ppm TSS – a 53% average reduction. From a historical perspective, the percentage in range readings increased from 13.3% with the prior treatment program to over 93% in range. While Midrex water teammates were present in early February and working alongside the client, minor adjustments to the treatment of the clarifier resulted in very low TSS – 10-14 ppm. Based on these results, we are confident that further optimization is possible and will be one of the future studies that we run. By any standard, the improvements realized are significant and will help extend the Antara plant’s operational window because fewer solids are returning to the process.
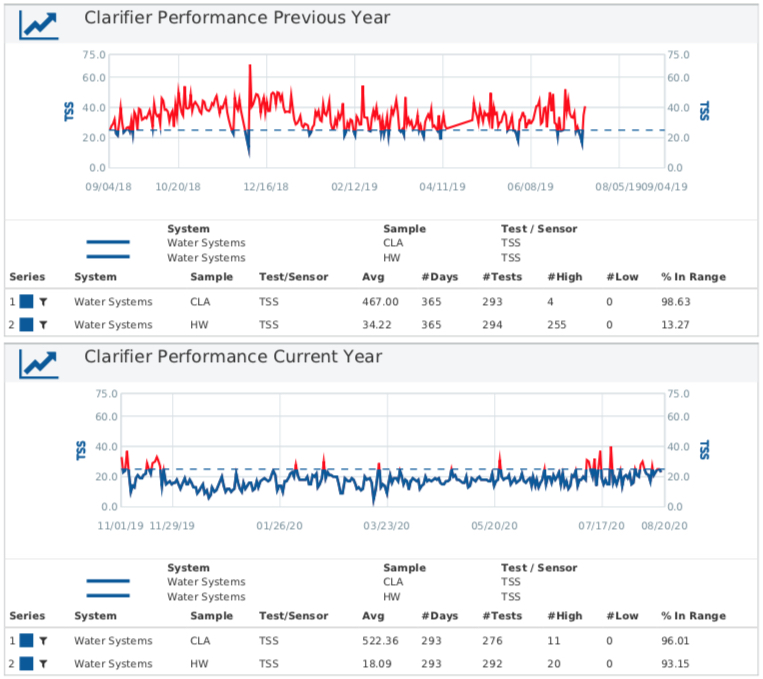
Figure 1.
PCW System Performance Comparison

FIGURE 2. PCW Cold Well Scale Coupons
Further data from the PCW cold well indicates that scale formation is not evident after coupons were removed from service (Figure 2). Top and bottom sides of the scale coupons only exhibit soft, lightly fouling surface residue, which is easily removed with a minor wipe. No hard scale formation is evident. Furthermore, these results are important because the PCW does not have a blow-down valve so cycle management is very difficult. Normally, scale growth will be exacerbated as the cycles increase. Effective treatment is enabling the system to run “clean”.
Numerous other metrics show each of the circuits improved from historical levels. The Machinery Cooling Water (MCW) circuit had approximately 20% less iron in the system, indirectly demonstrating that corrosion rates were lower. The corrosion coupons for the same system show that the corrosion rates for mild steel and copper coupons are excellent, meeting standards considered “best in class”.
Likewise, the Clean Cooling Tower (CCT) circuit has demonstrated better than “best in class” performance for both mild steel and copper metallurgy. See TABLE I for other circuit metrics.
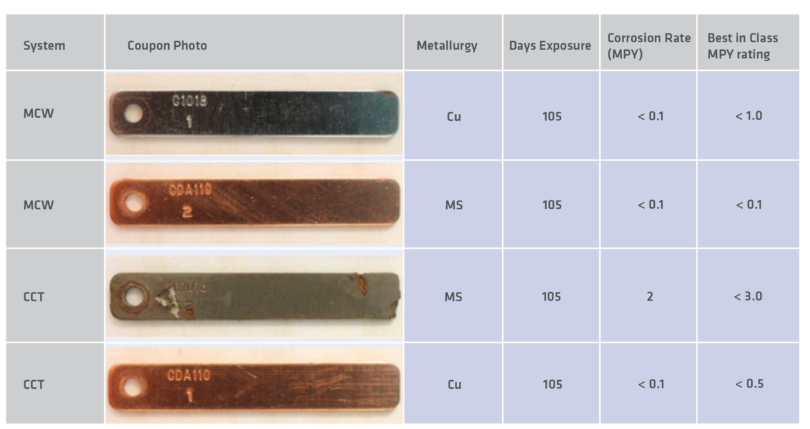
TABLE I.
Corrosion Coupon Results
Overall, each of the dashboard metrics established by Antara have been consistently within established limits (Figure 3). The only reading outside the established maximum limit has been the total iron in the cold well. But from a historical perspective, the prior treatment regime average iron was ~ 15.5 ppm, and the Midrex average has been 10.6 ppm (a 32% reduction). This improvement proves that the increased solids (TSS) capture in the clarifier is positively impacting the cooling tower and settling basins.
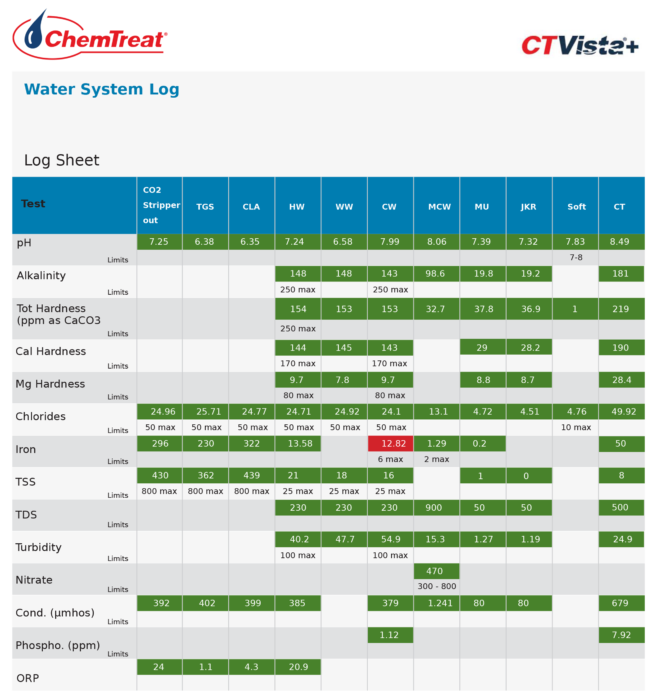
FIGURE 3.
Complete Water System Log Sheet
FUTURE WORK – TECHNICAL EXPANSION
As mentioned earlier, visits to the plant have not been possible since early 2020. Even so, we continue to work with Antara to evaluate new instrumentation which will enable better monitoring and subsequently control of critical variables to the process. Since April of this year, evaluation of a robust pH monitor has been ongoing, and two patents have been applied for that use this technology to improve the process and monitor the scaling tendency for the system. We have some other ideas for additional monitoring techniques, which once the technology has been verified, we will be introducing to MIDREX Process Licensees. The ideal situation is for these monitoring protocols to be integrated into the plant DCS system to enable operators to make real-time decisions. Additionally, these monitors can be integrated into the Midrex RPS (Remote Professional Services) technology so our engineers can remotely provide feedback on system variations. The overarching principle behind these efforts is to build out process smart technology today for the smarter plants of tomorrow. In doing so, our licensees will benefit from process improvements and Midrex will continue to be the leader in global ironmaking technology.
Without question, the results achieved in no small part are to the credit of our teammates at Antara. As mentioned earlier, they have a strong quality control, operational control, and best practice mindset and constantly strive for the very best results for their plant. As the Midrex water team continues to work remotely with the Antara team, we want to acknowledge their dedication and hard work and willingness to consider different strategies to help achieve the results discussed.
Related Reading
 Mar 25, 2026
Mar 25, 2026
 Feb 04, 2026
Feb 04, 2026