
Adapting to Raw Materials Challenges: Part 1 – Operating MIDREX Plants With Lower Grade Pellets & Lump Ores

John LinklaterGeneral Manager - Midrex Technologies Gulf Services FZCO
Articles by John
EDITOR'S NOTE
Part 2 will present a strategy for increasing the percentage of lump ore in the feed mix of a MIDREX Plant, which involves MIDREX Remote Professional Services (RPS). A step-by-step case study will document the method used to adapt to an alternative raw materials strategy and the results that were achieved. Part 2 will conclude with a series summary.
INTRODUCTION
The changing pricing of the different grades of raw material relative to each other that are available to charge a DR furnace combined with the effect of the different materials on EAF yield and consumption of consumables should be taken into account when looking at the overall effect of making a raw material change. It is not just a simple comparison of one raw material price versus another.
The worldwide production of direct reduced iron (DRI) has steadily increased over the last 50 years, with global production exceeding 100 million tons in 2019.1 The increased production rates have resulted in an increased demand for direct reduction (DR)-grade pellets. This increased demand, combined with a reduction in DR-grade iron oxide production (due to the temporary closures at two pelletizing facilities), resulted in a shortage of DR-grade pellets in the first half of 2019. This, in turn, resulted in an increase of DR-grade pellet prices and made it difficult for some DR facilities to secure raw material. To make matters worse, as the cost of producing DRI and hot briquetted iron (HBI) increased due to rising raw material costs, steel prices declined worldwide, thus forcing DRI and HBI facilities to look for ways to reduce the cost of their products. Some facilities introduced or increased the use of lump ore in their feed-mix as a method to counter both the difficulty of securing DR-grade pellets and the rising costs. Other facilities began using blast furnace (BF)-grade pellets.
This article is the first of a two-part series that will investigate some of the things to take into consideration when using lower grade oxide pellets or lump ores to operate a MIDREX® Plant. In Part 1, we will look at how the chemistry of the iron oxide pellets affects the use of DRI/HBI in the EAF and the BF. We will explore what makes a pellet DR-grade and compare it with a BF-grade pellet, and discuss the advantages and disadvantages of lump ores and BF-pellets in the feed mix for making DRI products.
PART 1 - DRI/HBI USE IN AN EAF VS. A BLAST FURNACE
In a blast furnace, the impurities (gangue) are removed by the formation of liquid slag. The DR process does not form a liquid slag and the impurities are concentrated instead of being removed, as illustrated in Figure 1.
The chemical composition of the iron oxide/final product is of great importance in steelmaking because:
- High gangue content increases electrical power and refractory consumption in electric arc furnace (EAF) steel production.
- Lime, magnesia, silica, alumina, and titania affect the reducibility of the iron oxide and can impose a practical limit on the maximum degree of metallization that can be obtained.
- The maximum allowable sulfur content in the iron oxide for the MIDREX Direct Reduction Process is in the order of 0.01%. A significant level of sulfur release from the iron oxide will reduce the capacity of the reformer if sulfur absorbing equipment is not installed. Almost all commercially available oxide pellets have less than 0.01% sulfur and are suitable for direct reduction. Some types of lump ores contain 0.01% or less sulfur. Cold discharge plants can tolerate at least 0.03% sulfur in the feed, which is close to the acceptable limit for reduced product used for making steel.
- The mechanical properties of the oxide, such as crush strength or drop strength, impact the overall yield of the plant, as oxide fines/dust can be generated during handling and storage. They also affect the number of fines generated in the furnace, which reduces its yield of DRI product.
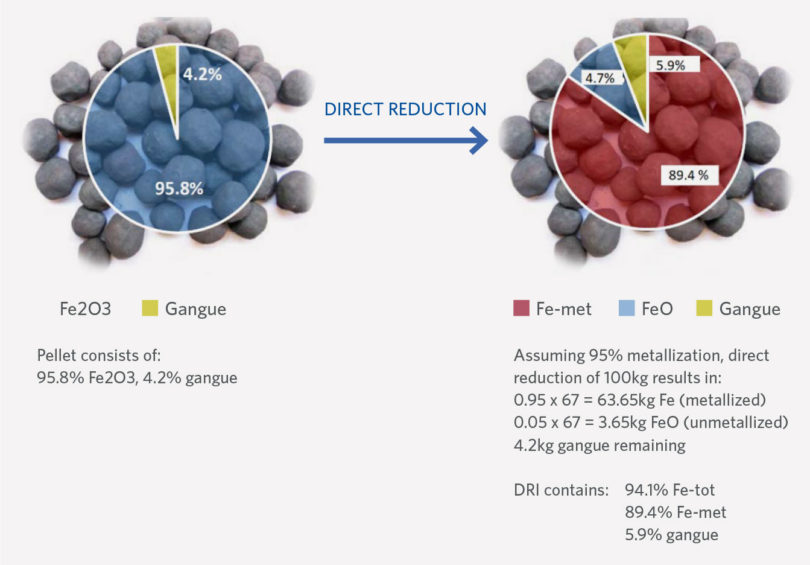
FIGURE 1.
Effect of reduction on gangue concentration² (Simplified calculation – factors such as carbon content and slag-formers in final DRI excluded)
COMPARISON OF DR-GRADE VS. BLAST FURNACE IRON OXIDE PELLETS
It is important to realize the difference between DR-grade pellets, blast furnace pellets, and lump ore to fully understand the effect of substituting materials. From research and testing in plants by iron ore companies, it has been established that the optimum composition of a DR-grade oxide pellet depends on specific plant conditions. DR-grade pellets are the top tier of quality and come with a premium.
The following factors differentiate between the pellet grades:
- Fe content – DR-grade pellets contain 67% Fe or more versus blast furnace-grade pellets, which typically are 65% Fe or less. The higher the iron content, the lower the gangue – notably acidic components like SiO2 and Al2O3. Because the majority of DRI/HBI is melted directly in an oxidizing steelmaking furnace, higher acid gangue will lead to a larger slag volume in the steelmaking furnace and higher iron losses to the slag. This is less of a concern for HBI that will be consumed in a blast furnace under highly reducing conditions. However, the higher Fe content may be needed to meet the density requirement for maritime transport.
- Reducibility – the degree of reduction has a significant impact on overall Fe yield. Factors that influence reduction of oxide pellets in the direct reduction shaft furnace are:
- The gangue percentage will determine the degree of reduction that can be commercially achieved. The best way to evaluate the reducibility of a pellet is to test it in a laboratory.
- Metallization or the degree of reduction of the pellet has an impact on the energy consumption of the EAF steelmaking furnace. DRI metallization is defined as the percentage of metallic iron in the reduced pellet divided by the total iron in the reduced pellet.
- Metallization – Steelmaking EAFs are not well-suited for converting unreduced FeO to metallic iron. A reduction in metallization increases the required energy to melt the material. DRI or HBI with very low metallization may result in significant iron loss to the slag in the EAF.
- General pellet chemistry – The type and percentages of chemical elements will determine the tendency of pellets to stick and form clusters in the shaft furnace. Process upset conditions in the shaft furnace can result in significant iron unit loss to non-prime product, which may or may not be suitable for recycling through the shaft furnace.
- Sulfur and phosphorus content – High S and/or P levels in the DRI/HBI may require different slag practices in the EAF to remove the contaminants. There can be product yield loss increases in the slag.
MECHANICAL PROPERTIES
The oxide pellet chemistry and pellet production process will influence the mechanical strength of both the oxide pellet and the resulting reduced pellet. The strength of CDRI pellets are typically 25% to 35% that of the parent oxide pellet. DRI and HBI strength is evaluated by:
- Tumble test – standard test
- Drop test – nonstandard
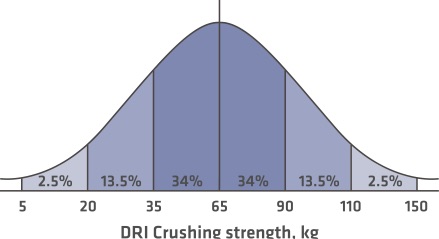
Figure 2. Hypothetic distribution of CDRI pellet crush strength
The International Iron Metallics Association (IIMA) has published a Quality Assessment Guide available on their website (www.metallics.org).
Mechanical properties will vary from pellet to pellet according to a normal distribution, as illustrated in Figure 2.
In some cases, DRI can have a large standard deviation for properties like crushing strength. For most ores and DR furnace operating conditions, there is some percentage of DRI pellets that will break with very low compression force or impact energy. A material with a very high average crushing strength but with 10% of material having very low strength is not necessarily ideal. It is important to consider not only the average strength of the DRI but also the standard deviation and minimum values. This is a demonstration of the importance of ore selection.
Key factors between a DR-grade pellet and a typical blast furnace grade pellet are listed in TABLE 12:
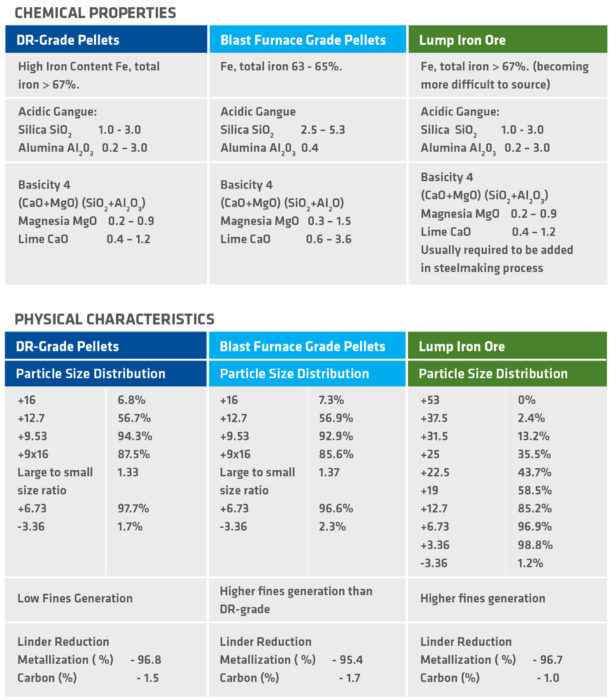
TABLE I.
Pellet & Lump Ore Characteristics and Chemical Properties
COST STRUCTURE OF DR-GRADE IRON OXIDE
DR-Grade pellet pricing structure is made up of several components:
- Linked to the China CFR fines pricing
- Fe content pricing adjustment
- Freight costs
- DR pellet premium
An example is shown in Figure 3.
The price of DR-grade oxide pellets carries a premium. The reason for premium is primarily due to:
- Cost of beneficiation
- Upgrading run of mine iron ore to DR-grade is expensive. Note: DRI manufacturers have been pushing for higher quality DR-grade pellets.
- Additional energy and investment costs for beneficiation technology.
- Higher yield losses associated with increased beneficiation.
- Supply Restriction
- High quality ore is more difficult to reach
- DR-grade raw material monopolized by limited suppliers
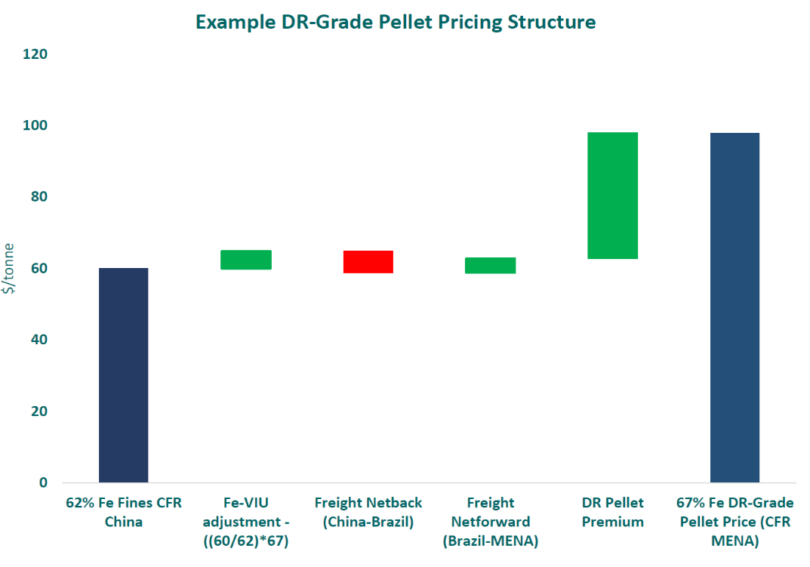
FIGURE 3.
Pricing Structure for DR-Grade Oxide Pellets³
MATERIAL ALTERNATIVES
At the time of writing this article, the DR-grade premium increases appeared to indicate a shortage in supply. The pricing increases have resulted in facilities looking at methods to reduce their raw material costs. The first apparent choices that appear to be available to a direct reduction facility to cut material costs or negate material shortages are:
- Include or increase lump ore in the feed mix
- Use blast furnace pellets instead of DR- grade pellets either partially or totally.
IMPLEMENTING AN ALTERNATIVE MATERIAL
Each of these two immediate feedstock alternatives for a direct reduction plant has its own challenges, which will be looked at below.
Lump Ore
High-grade lump ore is becoming increasingly more difficult to obtain with these ore bodies either in more remote locations, or miners are having to go deeper to mine them. There are several MIDREX Plants that are currently feeding lump ore in combination with DR-grade oxide pellets. Some of the advantages and disadvantages are:
The Advantages of Using Lump Ore
- There can be a financial advantage in using lump ore if premium lump can be obtained.
- The original Midrex designs assumed a 70%/30% pellet/lump mix without a loss in production
- Increasing lump when pellets have not been correctly coated has allowed an increase in bed temperature by reducing “sticking” tendency. However, this advantage is lost if the pellets are correctly coated.
- In merchant HBI plants, the addition of lump ore promotes a higher quality briquette. This can be attributed to an increase in fines in the furnace, which are beneficial to the formation of briquettes.
- Uniform (small deviation in size) lump size can help increase the performance of the plant due to improved bed permeability.
The Disadvantages of Using Lump Ore
- One disadvantage of using lump ore is increased fines generation. This will vary depending on the lump ore characteristics. Generating additional fines in the furnace would have the following effects:
- Increases the furnace delta (Δ) P.
- Can promote channeling.
- Increases yield losses by 1-2%. This is confined to losses in top gas scrubber in a briquette plant. Yield losses would offset any financial advantages and need to be accounted for.
- Furnace refractory wall buildup due to increased fines.
- Potential buildup in bustle ports.
- Lump ore also can change the chemistry and impact the final product. When moving to lump ore, attention should be paid to the chemical properties. Some lump has been found to contain high sulfur, which in turn:
- Temporarily poisons the catalyst in the reformer.
- Changes water chemistry.
- If lump size is not controlled and has a deviation in size, this can cause uneven flow and non-uniform bed temperatures by promoting channeling of the reducing gases in the MIDREX Shaft Furnace.
- Depending on the lump ore purchased, the bed temperatures might need to be reduced and the NG/ton increased to compensate. This is dependent on how “sticky” the ore is and the quality of the lime coating on the DR-grade pellets.
BLAST FURNACE GRADE PELLETS
There are several grades of blast furnace pellets available, each with its own chemical and physical properties, again showing the importance of laboratory or basket testing:
- Acid blast furnace
- Fluxed blast furnace
- Low Fe blast furnace
The Advantage Of Using Blast Furnace Grade Pellets
- Financial – depends on the price spread between BF- grade and DR-grade premiums. However, the pricing is usually higher than lump ore.
The Disadvantages Of Using Blast Furnace Grade Pellets
- Lower metallics – reduces liquid steel yield in the EAF
- Increased fines generation – will vary depending on the pellet. Generating additional fines in the furnace would have the following effects:
- Increases the furnace delta (Δ) P – this requires checking of system pressure (lost seals), PG compressor sizing, and seal gas system sizing.
- Can promote channeling.
- Increases yield losses by 1-2%. This is confined to losses in top gas scrubber in a briquette plant. Yield losses would offset any financial advantages and need to be accounted for.
- Furnace refractory wall buildup due to increased fines.
- Potential buildup in bustle ports.
- Reduction in productivity – typically increases cost per ton of DRI.
- Might require an increase in lime coating of the pellets.
References:
- 2017 World Direct Reduction Statistics. (2018, May 31). Retrieved from https://midrex.com/assets/user/newsMidrex StatsBook2017.5_.24_.18_.pdf
- Midrex testing
- https://www.metalbulletin.com
Related Reading
 Jun 15, 2026
Jun 15, 2026
 Mar 25, 2026
Mar 25, 2026