
Safe Shipment of HBI – HBI C-FLEX PROJECT & IMO REGULATORY UPDATE

Chris BarringtonFellow – International Iron Metallics Association (IIMA)
Articles by Chris
INTRODUCTION
The main focus of this article is the HBI C-Flex project, which was the subject of an article in the 3Q2021 issue of DFM. The article will also highlight recent International Maritime Organization (IMO) regulatory developments affecting direct reduced iron (DRI) and briefly describe the so-called Safe H-DRI project, which is focused on rail/barge as opposed to international maritime transport.
Since the 3Q2021 DFM article introducing the HBI C-Flex project, the project has moved from concept to reality with a defined scope of work, identification of scientific partners to undertake the various work packages, financial support from the EU Research Fund for Coal and Steel (RFCS), and an evolving administrative structure. The formal start date was July 1st 2023, and preparations for the scientific and technical work are under way. The planned project timescale is 42 months, taking it to end 2026. This article will outline the project goals and the various work packages.
BACKGROUND
There has been a strong response to HBI C-Flex from across the global iron ore-to-steel value chain with intent to participate from several iron ore producers, DRI/HBI producers (actual and prospective), technology suppliers, plant builders, and steel companies. It is hoped that by the time this article is published, the administrative structure and processes will have been finalized.
In the previous article (3Q2021 DFM), we described the genesis of the project and the background to future growth in global DRI demand along the pathway to carbon-neutral steelmaking. Over the subsequent two years this pathway has become better defined and it is clear that DRI and HBI have a major role to play, with hydrogen-based reduction of key importance. Also increasingly well understood is the probability of a shortfall in supply of high grade iron ore, one of the solutions to which is use of lower grade (blast furnace) pellets as DR plant feedstock, with the consequence for HBI of lower density and potentially higher reactivity and thus, like DRI, a propensity to self-heat.
Much spoken about is the possible decoupling of iron and steel production in some parts of the world, implying increasing maritime transport of HBI, underlining the relevance of HBI C-Flex.
HIGH LEVEL OBJECTIVES
The ultimate goal of the project is to facilitate future safe handling and shipment of HBI. Through science-based understanding of the drivers of reactivity, methodology and predictive tools to assess and quantify the inherent parameters and risk factors will be developed. This will, in turn, enable adaptation of the regulations governing maritime transport to mirror future developments in production and quality of HBI and thus facilitate the anticipated growth of international seaborne trade in HBI.

Truck unloading HBI
WORK PACKAGES
There are six work packages. WP #1 is Project Management & Coordination, the responsibility of K1-MET, one of the leading and internationally renowned metallurgical competence centres for ferrous and nonferrous metallurgy, based in Leoben and Linz, Austria. Constituents of WP #1 are project management, administrative and financial management, quality assurance, risk management, and data management.
WP #2-6 and their interactions are illustrated in the graphic below. WP #2 covers design of the HBI production and reoxidation processes and is coordinated by the Ferrous Metallurgy Department at the Montanuniversität Leoben in Austria. Key components are:
- adaptation of existing laboratory reduction reactors (at CRM’s facility in Belgium and the ArcelorMittal Maizières Research facility in France);
- adaptation of an existing lab-scale hot briquetting system to produce HBI with certain and consistent quality (at Institute of Thermal-, Environmental- and Resources’ Process Engineering [ITUN], part of the Technische Universität Bergakadamie Freiberg, Germany);
- design and construction of the lab-scale corrosion system for reoxidation studies.
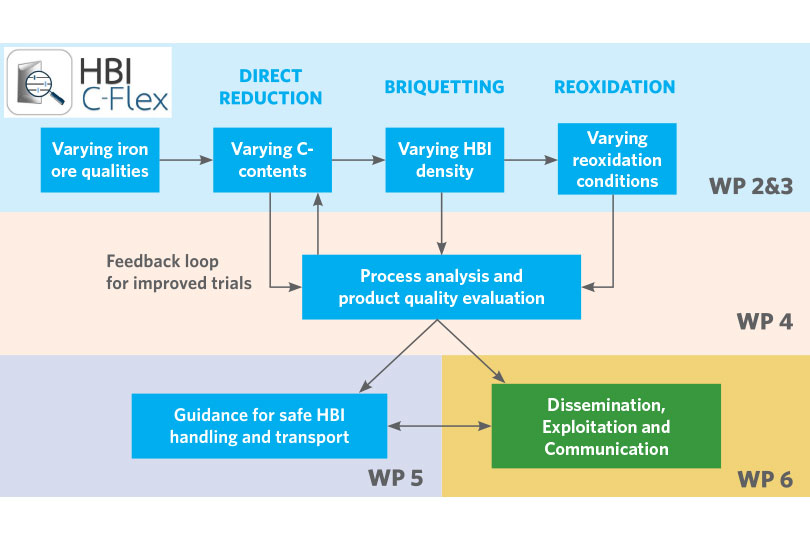
Work packages (WP) #2-6 and their interactions
WP #3 following on from WP #2, covers experimental ore reduction, hot briquetting, and HBI reoxidation studies and is coordinated by ArcelorMittal Maizières Research. Selection of iron ore pellets is one of the first steps and, in principle, six types of pellet (BF and DR grade) will be tested under varying reduction and briquetting conditions. The planned timeline for WP #3 is shown in the Gantt chart below.

The planned timeline for WP #3
WP #4 which will be coordinated by voestalpine Stahl Linz, covers process analysis and product quality evaluation. Key components are:
- modelling carbon prediction of DRI/ HBI;
- chemical analysis of DRI/ HBI, before and after reoxidation;
- determination of physical properties of DRI/ HBI – density, mechanical strengh, porosity;
- determination of morphological properties.
WP #5 will be coordinated by Primetals Technologies and covers:
- development of recommendations for the HBI production process and parameters so as to reduce reactivity;
- development of guidance for safe handling and transport of HBI.
WP #6, is to be coordinated by K1-MET and covers Dissemination, Exploitation and Communication (DEC). This work package to a significant degree reflects the very detailed obligations under the RFCS funding agreement whereby project information, progress, results, etc. should be shared with key stakeholders through workshops, articles and presentations, and a dedicated website. The first step is development of a DEC strategy to which all project participants will contribute. The project website is under development and is planned for launch by end November 2023.
A key stakeholder is the IMO’s Sub-committee on Carriage of Cargoes and Containers (CCC, which is responsible at working level for the IMSBC Code [International Maritime Solid Bulk Cargoes Code] and reports to the top-level Maritime Safety Committee). It is essential that CCC be informed about the project and its progress.
BEYOND HBI C-FLEX
Having established the project objectives, it will be necessary to validate the results established at laboratory scale at industrial scale. Plans for this will be established in due time. A roadmap for implementation of any necessary amendments to the IMSBC Code will also need to be developed – the process of updating and amending the Code can be very lengthy, especially for DRI, which has a high profile at the IMO.

HBI loading at Paula Port
OTHER IMO DEVELOPMENTS
- IIMA submitted a paper to CCC for its meeting in September 2023, proposing amendments to the existing IMSBC Code schedule for Direct Reduced Iron (A) – i.e. HBI – with the aim of strengthening some of its provisions in the interests of better ensuring safe shipment. For example, the requirement for density of 5,000 kg.m3 should be mandatory rather than advisory or recommendatory, as it now is. Also, some of the provisions of the loading section (which are mandatory) could be improved. This is work-in-progress. A copy of IIMA’s paper can be provided to interested parties.
- IIMA proposed some minor modifications to all three of the DRI schedules, correcting some errors in threshold ranges for certain quality parameters. These were accepted and will be incorporated into the next edition of the Code. Details are available on request.
- Following on from the article Charting a Safer Course for DRI Fines in the 4Q2022 edition of DFM, it is extremely gratifying to advise that the proposed IMSBC Code schedule for Direct Reduced Iron (D) (By-product fines with moisture content of at least 2%) was finally approved by IMO’s Maritime Safety Committee at its meeting in June 2023, and will be included in the next edition of the Code, which comes into legal effect from January 2025, but with voluntary adoption possible from January 2024. The schedule can be downloaded from IIMA’s webpage https://www.metallics.org/logistics-guides.html.

SAFE H-DRI PROJECT
Another project entitled “Safe transport of DRI from H2-based direct reduction considering quality-related H-DRI reactivity, stability, and the efficiency of passivation methods” (abbreviation: Safe H-DRI) has been submitted for financial support from RFCS. This project is focused on hydrogen-reduced DRI transported by rail or barge, as a number of direct reduction plants will be constructed in the EU with DRI to be transported to remote steel plants; for example, from ArcelorMittal’s planned Bremen DR plant to its steelworks at Eisenhuettenstadt, a distance of more than 400 km by rail.
The proposed project scope includes the following:
- design of specific containers for transport of DRI by rail, barge, etc.;
- investigation of reoxidation behaviour of H-DRI under conditions representative of transport, using a variety of iron ores as DRI feedstock;
- quantification of crack formation and fines generation during handling;
- establishment of the correlation between H-DRI properties, hazards and risks, and identification of critical factors for safe transport;
- quantification of passivation methods for H-DRI;
- standardisation of transport systems and update of applicable transport guidelines in the context of the behaviour of H-DRI.
Project partners are representative of the DR value chain, ranging from ore selection/processing, plant engineering and building, integrated and EAF-based steelmaking, as well as DRI logistics, along with relevant scientific institutions. The outcome of the funding application is expected to be in Q1/Q2 2024.
The author of this article can be contacted at [email protected]
Related Reading
 Dec 15, 2022
Dec 15, 2022