
Recent Innovations & Improvements for a MIDREX® Direct Reduction Plant

Johannes RothbergerHead of Technical Sales, Direct Reduction • Primetals Technologies Austria GmbH
Articles by Johannes
Vincent F. Chevrier, PhDGeneral Manager – Business Development
Articles by Vincent
Author's Note
Additional authors for this technical article include: M. Arandas, G. Hughes, A. Klinger, R. Millner, H. Ofner.
Although the MIDREX® Process is the leading direct reduction technology in the world, accounting for 79% of shaft furnace-based DRI production in 2017, the commitment to continuous improvement is strong. This article discusses technology enhancements intended to increase the competitiveness and/or flexibility of MIDREX® Plants. These include:
• Process water degassers (CO2 strippers)
• Slurry treatment by chamber filter presses
• A djustable Carbon Technology (ACT™)
• DRIpax™ carbon and metallization prediction
• DRIpax™ DR plant expert system
They deliver a variety of benefits including: reduction of the operating costs, increased oxide-to-product yield, improved operations/maintenance, and increased availability/flexibility of a MIDREX® Plant, which can be retrofitted in existing plants or included in the design of new plants.
PROCESS WATER DEGASSERS (CO2 STRIPPERS)
Purging process water of dissolved gases, mainly CO2, will improve water quality and can lower operating and maintenance costs. Removing the dissolved CO2 will raise the process water pH by about 1.0 upstream of the clarifier. By raising the pH, there will be:
- much better precipitation of solids in the clarifier
- little or no caustic soda and acid addition
- reduction of suspended solids by >50% (less cleaning of water system, resulting in higher plant availability, lower maintenance costs)
- less silt accumulation in the cooling tower sump and cooling tower structure
- reduction in soluble iron levels by >50%
- less CO emissions at the clarifier feed box, clarifier, and process classifier
- decrease of process cooling water temperature (i.e., the effect of a small cooling tower)
Primetals Technologies has developed degasser designs for the process water systems of its Corex® and Finex® technologies starting in the late 1990s. Due to the similarity of the process water technology, this proprietary degasser technology was also implemented by Primetals in MIDREX® Direct Reduction Plants.
Process water degassers (CO2 strippers) are successfully used at the voestalpine Texas MIDREX® HBI Plant to liberate dissolved gases from the top gas scrubber weir drain and cone drain water.

FIGURE 1. Degassers for top gas scrubber weir return and top gas scrubber cone return standing on the right side of the clarifier
At voestalpine Texas, the drain water is routed to the degassers on a pipe bridge (Figure 1). There the water is distributed to several nozzles inside the degasser vessel. Air, in counter current flow, is introduced for efficient degassing of the process water. The degassing efficiently removes CO2 and other dissolved gases like CO.
The off gases from each degasser vessel are routed via a stack to an elevated location for safe discharge of the gas mixture (mainly air and steam with some traces of other gases).
Adding a process water degasser (CO2 stripper) to an existing MIDREX® Plant has excellent predicted economics. The simple payback period is expected to be less than 1 year due to savings for chemicals and less downtime required for cleaning. Based on the positive operating results at the voestalpine Texas MIDREX® HBI Plant, process water degassers (CO2 strippers) will be considered for future MIDREX® Plants.
SLURRY TREATMENT BY CHAMBER FILTER PRESSES
The slurry from the clarifier underflow is dewatered in most MIDREX® Plants in two large settling ponds. To make the dewatering of slurry from the clarifier more efficient and to lower the operating and maintenance cost, dewatering can be done with chamber filter presses (two in series or two in parallel) to produce a filter cake between 15 – 20% moisture content (see Figure 2).
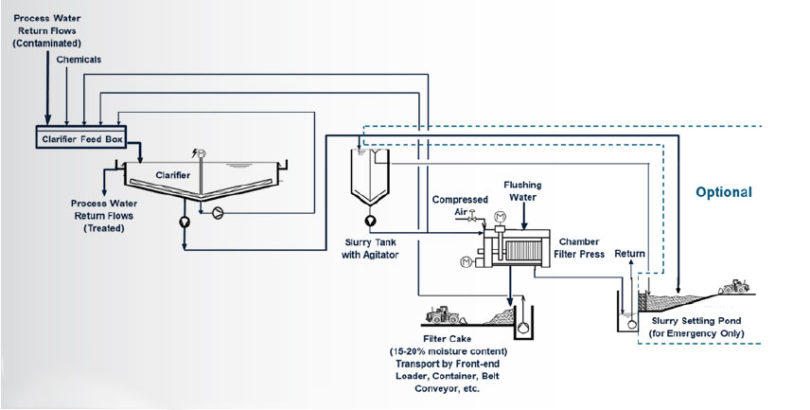
FIGURE 2.
Simplified flowsheet of slurry treatment with dewatering unit
This allows better handling of the filter cake and possible input material for oxide briquetting (due to less freezing in cold climates). The slurry from clarifier underflow is recommended to be operated with a constant concentration factor of approx. 400 g/l, but higher concentration factors will be possible. Continuous operation at a constant concentration has a positive effect to clarifier overflow water quality and the process water supply to the plant.
The slurry treatment station (Figure 3) can be equipped with an additional conveyor for filter cake transport to any down-stream facility for further use.
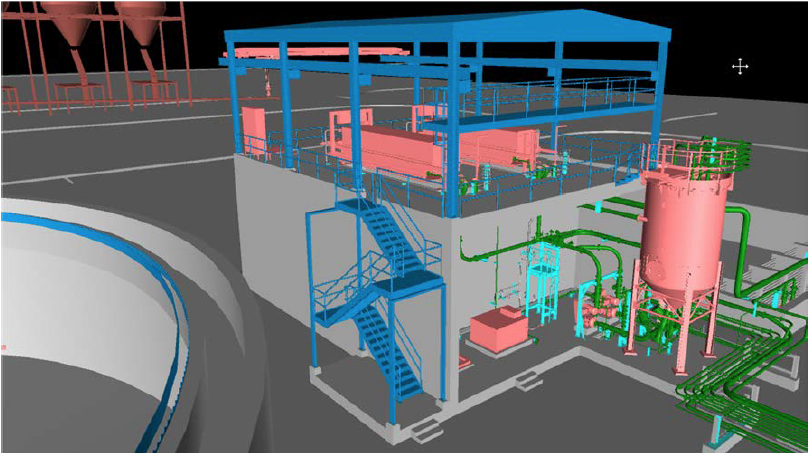
FIGURE 3.
Slurry treatment station with dewatering unit

FIGURE 4. Filter cake produced by a chamber filter press
A picture of the produced filter cake from a chamber filter press is shown in Figure 4. The main advantages of dewatering of slurry from the clarifier by chamber filter presses are:
- better handling of filter cake
- less time for drying process
- reduction of operating cost (i.e., personnel, equipment, etc.)
- less space required
- higher recovery of water (saving on make-up water consumption)
- less loss of expensive water chemicals
- better process water quality within the circuit
- less cleaning required for contaminated water system facilities (best result expected together with degasser system)
- less pollution of plant roads
ADJUSTABLE CARBON TECHNOLOGY (ACT™)
To meet the market requirement of a wider range of carbon content, a new technology called ACT™ (Adjustable Carbon Technology) has been introduced by Midrex. With ACT™, which can be implemented at new or existing plants, the carbon content of DRI can be controlled from 0.5-4.0% at the reduction furnace discharge while keeping the DRI temperature high, which is important for the hot briquetting process and/or the economics of the EAF process.
A portion of the reformed gas, containing mainly H2 and CO, is routed via the reformed gas cooler to a membrane unit, which separates the gas into a CO-rich and a H2- rich stream. The CO-rich stream is sent to the transition zone of the reduction furnace to produce heat and additional generation of product carbon. The H2-rich stream is recycled to the discharge of the process gas compressors. An ACT™ flowsheet is shown in Figure 5.
The main benefits of ACT™ are:
- can be implemented in all types of MIDREX Plants
(CDRI, HDRI, HBI or any product combination) - carbon content can be adjusted up or down
- carbon can be produced without lowering the DRI temperature
- majority of carbon (85-90%) is in form of iron carbide (Fe3C)
- can be installed in existing plants, as well as new plants
- can be turned on and off according to the desired carbon level
- can increase discharge temperature if needed for briquetting
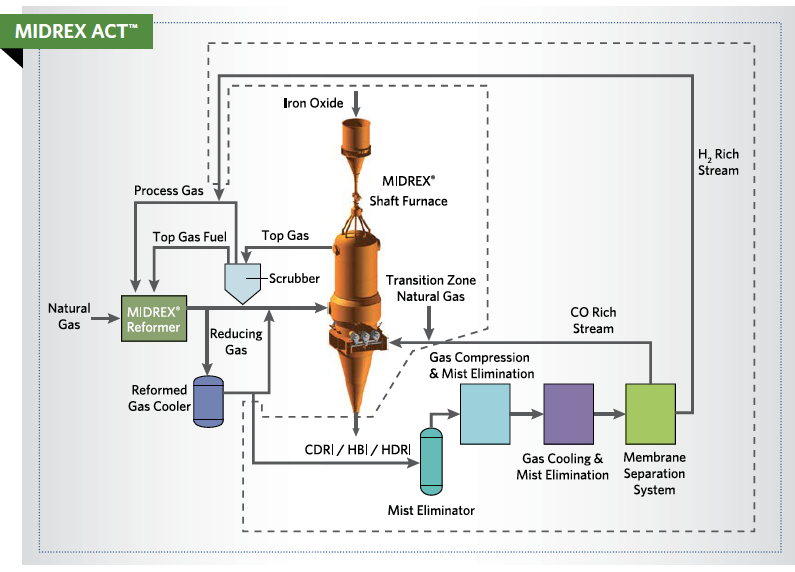
FIGURE 5.
Simplified ACT™ Flowsheet
DRIPAX™ CARBON AND METALLIZATION PREDICTION
Keeping the operation of MIDREX Plants smooth and stable to produce consistently high quality DRI can be a demanding task. One of the challenges for plant operators is to minimize the delay between a process change and the arrival of laboratory measurements performed on the resulting product, which can be several hours.
The DRIpax™ carbon and metallization prediction models achieve high prediction accuracy hours before the measured data are available. This provides a considerable benefit for optimizing the process and supports the operator in the decision-making for process changes to stay within the product quality limits. Because of the use of the prediction models, the standard deviation of the product carbon content and product metallization can be significantly reduced.
The metallization, as well as the carbon content of the product, are essentially completed when the material leaves the transition zone of the furnace. But it takes several hours more, due to furnace residence time and laboratory sampling time, until the operator finally receives the actual product analysis from the laboratory.
The models bridge this delay by calculating the predicted metallization and carbon content of the product based on a “First Principles” approach. Mass and energy balance equations within pre-defined plant areas are solved based on actual process data and the chemical and physical properties of the input and output gases and solids. Prior to the use of the data in the prediction model calculations, the model input data gathered from measuring devices is sent through an automated data pre-processing step in order to avoid deviations of the model results caused by the impact of various possible measurement fault issues. The model calculations are performed on a regular cycle every few minutes.
A major advantage of this approach is the immediate reflection of the impact of even small process changes on the results of the calculations. Using this approach, an excellent prediction accuracy when compared to the measured values has been achieved.
The predicted product metallization and carbon content figures are shown to the operators in the associated model HMI. The trend curves are shown together with the corresponding measured analysis data received from the laboratory (Figure 6).
If the DRIpax™ DR Plant Expert System (see next section) is installed in the plant, the product metallization and carbon content predicted by the DRIpax™ carbon and metallization prediction models are part of the input data used by the Expert System.
DRIPAX™ DR PLANT EXPERT SYSTEM
The newly developed DRIpax™ DR Plant Expert System is a rule-based advisory system and was created to assist panel operators in decision-making. It was launched for the first time within the scope of the process optimization system installed at the MIDREX HBI Plant of voestalpine Texas LLC. In contrast to manual plant operation, Expert System-controlled plant operation allows for significant benefits, such as:
- smooth plant operation due to small, frequent control actions
- standardized control philosophy
- shift independent “best practice” plant operation
- early detection of undesired process conditions
- stabilized product quality
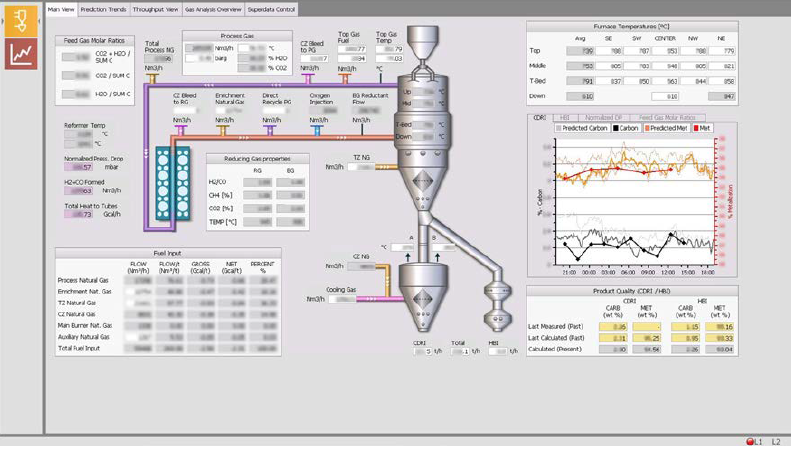
FIGURE 6.
Overview HMI Showing Model Results
The core of the Expert System is a knowledge base that incorporates comprehensive metallurgical and automation know-how from Primetals Technologies and Midrex, as well as plant-specific operational know-how and control philosophies of the individual customer (Figure 7).
Based on continuous observation and evaluation of the actual process conditions, the Expert System performs the following three essential tasks:
- Process diagnoses – The current situation of the plant is evaluated and process relevant phenomena are identified.
- Corrective actions – Based on the diagnoses, corrective actions are suggested to the operators to avoid or settle undesired process conditions, keep the process stable and run the plant close to optimal process conditions.
- Explanations – For all diagnoses and corrective actions, detailed background information is given as textual explanation is provided for the operators.
The Expert System has two operational modes: “advisory mode” and “closed-loop mode.” In advisory mode, the system suggests corrective actions to the operator, who can then either execute them or reject the suggestions. In this mode, suggestions by default expire after a pre-set period. In closed-loop mode, on the other hand, suggestions are automatically accepted and executed – after the expiration of a pre-set period, during which the operator has the option to reject the suggestions.
In conjunction with the full scope of the DRIpax™ Process Optimization System, the Expert System represents a major step in the direction of fully automated quality control in direct reduction ironmaking that is uniform across all operators and allows for shift-independent “best practice” plant operation.
An adaptive system design makes it easy to expand and adjust the Expert System to each individual type of MIDREX® Plant. If required, diagnoses or corrective actions can easily be adjusted or added depending on the plant situation.
SUMMARY
This article presented some further possible improvements to either reduce the operating costs, increase product yield and quality, improve plant operations/maintenance, and/or increase the flexibility and availability of a MIDREX® Plant. These improvements can be either retrofitted into existing plants or implemented in new MIDREX® Plants.
EDITOR’S NOTE:
This article is adapted from a paper prepared by the listed authors and presented at the International Congress on the Science and Technology of Ironmaking (ICSTI 2018)
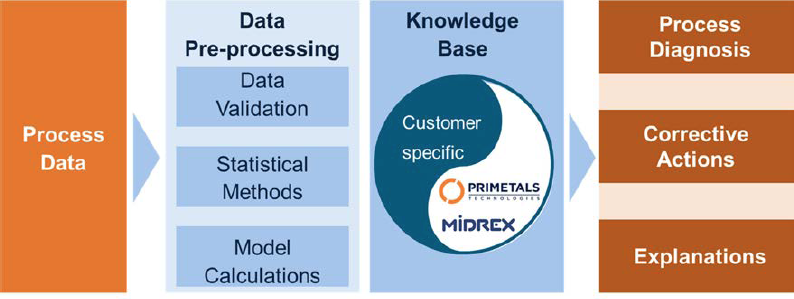
FIGURE 7.
Expert System implementation structure
Related Reading
 Jun 25, 2025
Jun 25, 2025
 Mar 21, 2024
Mar 21, 2024