
The Adaptable Midrex® Reformer: A Bridge to the Hydrogen Economy

Paul KazalskiResearch Engineer- Midrex Technologies, Inc.
Articles by Paul
Dr. Pei Yoong KohManager, Technology Research- Midrex Technologies, Inc.
Articles by Dr.
Introduction
Decarbonization is key to the sustainability of the steel industry, and the use of green hydrogen is the ideal solution for reducing CO2 emissions. A promising pathway to decarbonize iron and steelmaking is to replace the energy from fossil fuels with green hydrogen (H2 ) and use it as the reducing gas to produce direct reduced iron (DRI). However, green H2 is currently not widely available in sufficient quantities and at a cost that makes it competitive with existing direct reduction energy sources, such as natural gas (NG).
Clean-burning NG is typically used in the MIDREX® Direct Reduction Process, where 50% or more of the reformed reducing gas is composed of H2 . With MIDREX Flex® technology, steelmakers can adapt to the Hydrogen Economy at their pace while significantly reducing the CO2 emissions associated with coking coal-based blast furnace (BF) ironmaking. The adaptability of the patented MIDREX Reformer, which mixes recycled gas from the MIDREX Shaft Furnace with fresh natural gas and catalytically reforms the mixture to create CO/H2 -rich reducing gas, allows operators to increase their use of H2 up to 100%.
In 2023, Midrex constructed a full-scale single-tube reformer loaded with REFORMEX® catalyst at its Research & Development Technology Center to examine the effect of various H2 concentrations on carbon deposition reactions in the reformer. This was used to demonstrate the performance of the catalyst across a wide range of operating conditions as the process transitioned from natural gas-based operation to hydrogen operation.
Midrex Reformer Development
Currently, steam methane reforming (SMR) is the most widely used method to produce hydrogen, known as gray hydrogen. The SMR is a mature production process that uses high-temperature steam (700°C–1,000°C) with a methane (CH4 ) source, such as natural gas, to produce H2 and CO2 . This reaction is called reforming. There are approximately nine kilograms (kg) of CO2 emitted per kg of H2 production. When carbon capture and sequestration (CCS) technology is combined with SMR, from 50-90% of the H2 can be recovered from the CO2 , which is called blue hydrogen.3
The MIDREX Reformer was developed to go beyond the capability of SMR and reform recycled, spent reducing gases from the direct reduction furnace, which include large quantities of reductants (H2 and carbon monoxide, CO). In the direct reduction furnace, H2 and CO are converted to oxidants (CO2 and H2O) as a result of the reduction process. The CO2 and H2O and the remaining H2 and CO are mixed with CH4 and recycled as feed gas to the MIDREX Reformer, which prepares fresh reducing gas. As there is a gas volume expansion, it is also used to fuel the burners.
When the designers set to work on the MIDREX Reformer, their goal was to allow spent reducing gases (a.k.a., furnace top gas) to be recycled and replenished in a directly coupled reformer. The benefits are numerous:
- Production of high-quality reducing gas with near stoichiometric CO2 reforming allows 2/3 of the reduction furnace top gas to be recycled.
- Dual burner combustion system disposes of remaining spent reduction furnace top gas.
- CO2 and H2O in recycle gas provides oxidants needed for reforming.
- Proprietary technique prevents formation of Boudouard carbon on reformer catalyst*.
- High temperature catalytic reforming produces reformed gas temperatures (925-950°C) sufficient to be fed directly to the reduction furnace.
- High CO content provides close control of reduction furnace burden temperature and DRI carbon content.
- Reformer tubes arranged in rows facilitates uniform heating and single zone control.
- Ability to idle (stop reforming) and maintain reformer box internal temperature.

Midrex Reformer Operation
The MIDREX Reformer is a refractory-lined, gas-tight, welded steel structure containing bays of catalyst-filled alloy tubes arranged in equally spaced rows. The mild steel construction of the reformer bays allows for local fabrication in small, modular units for easy transport and erection.
The tubes are anchored at the roof of the reformer and allowed to expand downward through the reformer casing. The tubes have a heated length of approximately eight meters and measure either 200 or 250 mm internal diameter.
The bottom of each tube is fitted with a flexible expansion seal to prevent air infiltration into the reformer’s combustion chamber. The pressure is kept slightly negative in the tubes to prevent leakage of flue gas. The reformer structure is anchored at its center and allowed to expand freely lengthwise in either direction to allow for thermal expansion on a series of lubricated bearing plates.
Preheated feed gas is distributed to the reformer tubes through headers running underneath the length of the reformer. The feed gas is supplied to the bottom of the individual reformer tubes through a flexible hose, which accommodates expansion of the tube, and the gas flows upward through the tube’s catalyst. Hot reformed gas from each tube is collected in ducts located parallel to the longitudinal axis of the reformer. The ducts converge into a single supply duct to the reduction furnace.
The reformer is designed for up-flow of the feed gas and bottom-fired burners; thus all orifices, valves, and burners are located underneath the reformer box for convenience of operation and maintenance.
The reformer roof and sidewalls are covered by ceramic blanket insulation developed by Midrex, which replaces the traditional insulating firebricks and is less costly, faster to install, and easier to repair and maintain.
Both the main burners and the auxiliary burners are operated near stoichiometric combustion with about 1-2% oxygen in the flue gas. This results in high combustion efficiency and makes the flue gas suitable for use as inert gas elsewhere in the reduction process. Reformer temperature is uniformly maintained by a series of flues near the roof, which provide even collection of flue gas.
The reformer flue gas is used to preheat both the reformer main combustion air and feed gas streams. This heat recovery system provides an increase in reformer capacity and a reduction in the net plant energy consumption. The heat recovery system consists of combustion air recuperators, feed gas preheaters, natural gas preheaters, and an ejector stack.
The ejector stack pulls flue gas from the reformer through the heat recovery system before releasing it into the atmosphere. This flue gas exhaust system controls the reformer box pressure, which is important for protecting the reformer structure and maintaining fuel efficiency.
The combustion air recuperators are designed to preheat the combustion air to approximately 675°C, which lowers the energy consumption of the reformer and increases the combustion rate.
The feed gas preheaters are designed to heat the feed gas to approximately 540°C, which reduces energy consumption and increases reformer capacity.
* The Boudouard reaction describes the reaction of solid carbon (char) with carbon dioxide (CO2 ) to produce carbon monoxide (CO). The reaction is highly endothermic, meaning the process absorbs energy from its surroundings usually in the form of heat.1

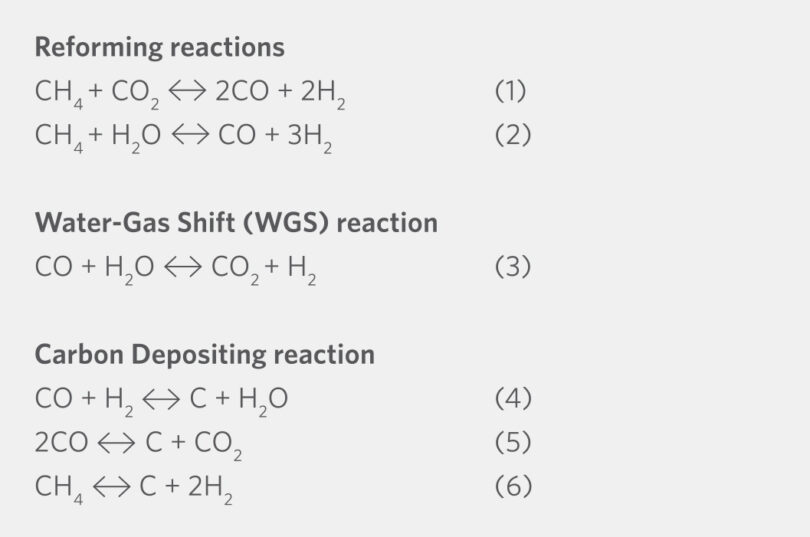
Reactions Occurring in the Midrex Reformer
Reactions 4-6 are carbon depositing reactions and must be avoided in the reformer to prevent deactivation and degradation of catalyst. The CO reduction (4) and Boudouard reactions (5) are exothermic and are favored at lower temperatures (< 860 °C), whereas methane cracking (6) is endothermic and favored at higher temperature (> 1000 °C).2
Rostrup-Nielson and Christiansen proposed three different ways to evaluate the potential for carbon deposition for a given gas mixture in syngas production.2,4 The first one is the Principle of the Equilibrated Gas in which carbon formation is to be expected on a catalyst if the gas shows affinity for carbon, the methane reforming is established, and the water-gas shift reaches equilibrium. The other two approaches are not at equilibrium conditions.
A second approach is the Principle of Actual Gas, in which the three carbon-forming reactions are considered separately. Carbon activity is calculated for each reaction, resulting in three different values. When the carbon activity for at least one reaction is ≥ 1 , carbon deposition may be expected. This method is the easiest because no complicated calculations are required. The Principle of Actual Gas is often used to assess the risk of carbon formation in a non-equilibrium, steady state process. In such case, the reaction quotient – instead of equilibrium constant – is calculated for actual, non-equilibrium concentrations6.
The third method is based on the steady-state carbon activity, in which the possible formation of carbon will be the result of the rates of carbon deposition for all three reactions. This is the most complete method since it encompasses both reaction thermodynamics and kinetics of carbon deposition. However, calculation of the rate of carbon deposition for each reaction is usually complicated.
Besides the approaches proposed by Rostrup-Nielson and Christiansen, surface carbon activity also plays an important role in the formation and morphology of carbon structures on nickel catalyst. Leung et al.5 discovered that the morphology and rate of formation of carbonaceous species are controlled by a ratio of pressures χ = PCH4 PCO/ PCO2 or ψ = PCH4 PH2 / PH2O that uniquely determines the carbon activity on the metal surface and the thermodynamic driving force for carbon diffusion and filament formation. The carbon formation rates from the CH4 – CO2 and CH4 – H2O reactions on supported nickel catalysts are proportional to the pressure ratio χ and ψ. Details of the derivation and explanation of χ and ψ can be found in reference 5.
The carbon formation rates and the associated range of surface carbon activity can be divided into three regimes (depending on the χ and ψ) that determine the thermodynamic activity of carbon at the metal surface. Per Leung et al, in Regime I, surface carbon activity is insufficient to nucleate carbon filaments and no carbon structure is detectable. In Regime II, multiwalled carbon filaments similar in diameter to the nickel nanoparticles affixed to their ends are formed and the gradual growth of this “whisker” would eventually penetrate the pore wall and destroy the catalyst. At higher pressure values and the concomitant high carbon activity (Regime III), carbon supersaturation and simultaneous incipient nucleation of multiple carbon patches occur that ultimately coalescence to form carbon layer structures that encapsulate the nickel particles and block active surfaces for C–H activation reactions.
Managing the Transition to H2
The typical reducing gas of a natural gas-based MIDREX Plant is 55% H2 and 35% CO (see Figure 1). However, hydrogen can displace up to 30% of the natural gas with little or no modification of the plant equipment. That means 20,000 Nm³/h of natural gas can be substituted by approximately 60,000 Nm³/h of H2 in a 2.0 million t/y plant. The maximum hydrogen addition without modification of the flowsheet depends on a number of factors including the desired carbon level in the DRI.

FIGURE 1.
MIDREX Reformer cutaway and gas composition
This technology is called MIDREX Flex® because it provides the flexibility to replace most of the natural gas feedstock with H2 based on the plant’s operating goals. MIDREX Flex technology allows for initial operation with reformed natural gas to take advantage of the reductions in CO2 emissions compared with the production of blast furnace iron (reformed natural gas produced by the MIDREX Reformer contains ≈55% H2 ). Over time, when hydrogen becomes available in sufficient quantities and at competitive prices, H2 can displace increasing quantities of natural gas.
This approach offers the ability to make a sustainable transition while minimizing technology risks. The intermediate step of hydrogen addition requires few modifications to an existing plant and can be pre-engineered in a new plant. Converting to 100% H2 operation will require modifications of some of the process equipment, as the process duties (flows, temperature, gas composition etc.) will change. However, the MIDREX Reformer is adaptable for the entire transition, as it becomes purely a heater when using 100% H2. (See “Fueling the Future of Ironmaking: MIDREX Flex™” by Geoff Wallwork in 1Q2024 DFM.) The key aspects of MIDREX Flex are shown in Figure 2
The key aspects of MIDREX Flex are shown in Figure 2.
- Hydrogen Ready – Use up to 100% H2 as the reductant. Midrex has solutions ready to accommodate the entire range of input gas compositions at new and existing facilities.
- MIDREX Reformer – Ensures optimum reducing gas conditions throughout the entire range of the transition.
- MIDREX Shaft Furnace – Delivers consistent product quality throughout the transition. The influence of endothermic hydrogen reduction is mitigated by the reformer and uniform burden movement.
- Carbon Capture & Storage – Carbon capture and storage can be applied to several different process streams, from 50% to nearly 100%. Available for addition to existing facilities or new installations.
The MIDREX Process owes much of its success to energy efficiency, which is the result of a well-developed recycling system that minimizes waste. The process engineer for a natural gas-based MIDREX Plant can choose the material balance of a proposed plant with little effort because the reformer performance is well understood. As the industry transitions to a hydrogen economy, the feed gas composition will necessarily change and the MIDREX Reformer will be asked to operate with larger amounts of hydrogen injection. Thermodynamic data can provide a reasonable guess of reformer behavior, but the answer cannot be fully known until these conditions are tested.

FIGURE 2.
MIDREX Flex
MIDREX Reformer Adaptability Test
In 2023, Midrex constructed a full-scale 10” diameter, single-tube reformer loaded with active catalyst at the Midrex Research & Development Technology Center to conduct a comprehensive study that examined the effect of varying H2 concentrations on carbon deposition reactions in the reformer. In this Catalyst Pilot Facility (CPF), hydrogen was introduced upstream of the reformer to match the MIDREX Flex feed gas conditions so the robustness of the reformer design could be examined. The test cases with NG replacement ranging from 0-80% are shown in Table I. Cases 1-4 were performed at the same reformer feed gas temperature of 580°C. As H2 addition to the process increased, the amount of reforming required to maintain the flow of reductant to the shaft furnace decreased significantly. During the test, the reformer feed gas flow rate was adjusted to account for the drop in reformer heat load as the H2 transition progressed while the reformed gas temperature and system temperature were held constant. The first case simulated 100% NG condition and was performed to confirm that the CPF can adequately replicate commercial operation. Once this baseline case was conducted with acceptable agreement to established plant data, the other cases with different levels of hydrogen replacement were tested.
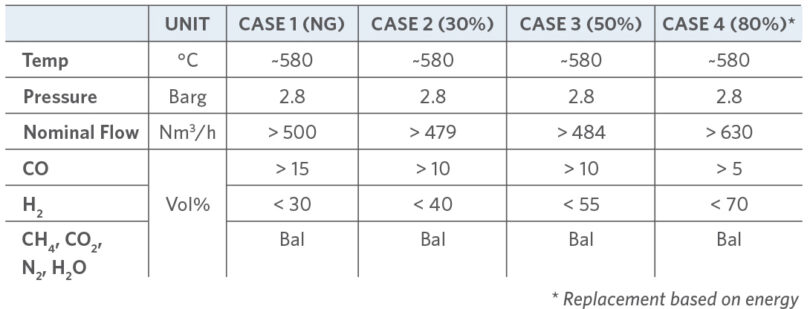
TABLE I.
Reformer Feed Gas Composition
The carbon activities, Gibbs free energies, and surface carbon activities of reactions 4 and 5 are shown in Figure 3. From Figure 3, we can see that although the Gibbs energy for carbon formation in all cases is within the same magnitude, the pressure ratios, which are proportional to the surface carbon activity, are the lowest in case 4. Nevertheless, the pressure ratios of all these cases fall within Regime III. According to Leung’s theory on surface carbon activities, the carbon would form an encapsulating structure around the nickel rather than filament that would destroy the catalyst. Therefore, we hypothesized that carbon would accumulate on the nickel catalyst over time accompanied by a gradual decrease in reforming and carbon deposition rates, similar to the current operation6.
As the reformer transitions from 100% NG operation to H2 operation, there is a steady change in the operating mode of the reformer. The reformed gas quality is a critical operating target of the MIDREX Reformer. Reformed gas quality is defined as (CO + H2 )/(H2O + CO2) in the reformed gas. Reformed gas quality in the operation of a 100% natural gas-based reformer is controlled by balancing the reformed gas H2/CO ratio, the reformed gas CO2 level and to a lesser degree, the reformed gas temperature. For example, higher H2/CO ratios and reformed gas CO2 levels result in lower reformed gas quality. Maintaining the reformed gas quality ≥ 9.5 is always a priority during H2 transition for the optimum performance of the shaft furnace.
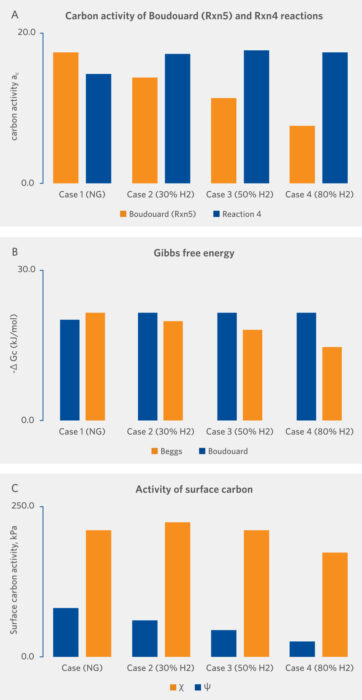
FIGURE 3.
a) Carbon activities (ac) of Boudouard reaction and reaction 4 calculated using the Principle of Equilibrated Gas., b) Gibbs free energy of carbon formation of the Boudouard reaction and reaction 4. c) Comparison of pressure ratios (χ and ψ) of the four cases.
The Midrex CPF campaign was launched and successfully completed in fall 2023. During this period, the CPF – particularly the catalyst – had been revolving from natural gas case through a series of hydrogen cases with varying degree of carbon activity, and alternating between start-up, idling, operation, and shutdown conditions, while still retaining its qualities. The achieved reformed gas compositions as the reformer operation transitioned from 100% natural gas to the 80% case are presented in Table II.

TABLE II.
Test results of the different cases examined during the catalyst Pilot Facility (CPF) campaign.
Summary & Conclusions
The heat transfer properties of the MIDREX Reformer tubes among the different cases were a major area of interest during the test campaign. It is true that overall heat load is expected to decrease with higher levels of hydrogen replacement since reforming is endothermic and there would be less of it. However, it was prudent to verify that the MIDREX Reformer can sustain the change in reforming reaction kinetics and sensible heat load and heat the reformed gas to the appropriate temperature with the same physical design and arrangement while transitioning to hydrogen operation. The test campaign answered this question in the affirmative for the 10” diameter reformer tube. It was found that as hydrogen replacement increases, the ratio between sensible heat and reaction increases without compromising the integrity of the tube. It was also determined that the existing MIDREX Reformer tube design can produce the required quantity and quality of reformed gas.
The Catalyst Pilot Facility (CPF) test campaign successfully proved that the existing MIDREX Reformer design can adapt to the change in reformer feed gas composition and thermophysical properties, flow rate, feed gas temperature, and reforming heat load, while maintaining the performance of the REFORMEX® catalyst.
References
1 Definition of Boudouard Reaction (www.safeopedia.com), Nov 10, 2018.
2 Ribeiro, T.R., Ferreira Neto, J.B., Takano, C., Poço, J.G.R., Kolbeinsen, L. , Ringdalen, E., C–O–H2 ternary diagram for evaluation of carbon activity in CH4-containing gas mixtures, Journal of Materials Research and Technology, Vol. 13, 2021, pp. 1576-1585.
3 “Examining the current and future economics of hydrogen energy,” Nima Simon, Mike McCurdy, P.E., and Heidi Marie Larson, P.E., ICF International Inc., August 13, 2021.
4 Rostrup-Nielsen JR, Christiansen LJ. In: Edit First, Hutchings GJ, editors. Concepts in syngas manufacture. Londres: Imperial College Press; 2011.
5 Leung, S.L., Wei, J., Holstein, W.L., Avalos-Borja, M., Iglesia, E., Dynamics and Mechanism of Carbon Filament Formation during Methane Reforming on Supported Nickel Clusters, The Journal of Physical Chemistry C 2020 124 (37), pp. 20143-20160.
6 Koh, P.Y., Kazalski, P. (2024, May 6-9) A Study on the Patented MIDREX Reformer and Its Adaptability to the H2 Economy. AISTECH Conference, Columbus, OH, USA.
This article is based on a paper titled, “A Study on the Patented MIDREX Reformer and Its Adaptability to the H2 Economy.” Presented at the AISTech Conference and Exposition, May 6-9, 2024, in Columbus, OH.
Related Reading
 Mar 25, 2026
Mar 25, 2026
 Feb 04, 2026
Feb 04, 2026