
Direct Injection of DRI Fines in Electric Arc Furnaces: The ArcelorMittal Hamburg Experience

Dr. Mohammad SafiHead of DR and Steel Plant – ArcelorMittal Hamburg GmbH
Articles by Dr.
Arne KellerManager of DR plant – ArcelorMittal Hamburg GmbH
Articles by Arne
Dr. Michel WurlitzerManager of Melt Shop – ArcelorMittal Hamburg GmbH
Articles by Dr.
Introduction
Direct reduction (DR) of iron ore pellets in MIDREX® Plants generates fine particulate material, which must be captured to reduce material loss rates and associated safety risks. Standard practice is to compact these fines into briquettes. However, at facilities where the MIDREX Plant is in close to electric arc furnace (EAF) operations, direct pneumatic injection of DRI fines may offer an attractive alternative approach.
Sources And Characteristics Of Dri Fines
DRI fines originate from two primary sources:
- 1. Dry dedusting systems: The baghouse or cyclone systems that capture particulate emissions from the reduction shaft and product discharge areas and transfer points, generating the fines fraction of material. This dust is the main source of fines that requires management.
- 2. Product screening operations: Material handling systems incorporate screening stations to remove undersize particles from the product stream. This screening occurs both after furnace discharge for fresh production and during subsequent conveying of passivated material reclaimed from silo to the steelmaking facility.
A typical particle size distribution (PSD) of DRI fines recovered from a dry dedusting system is presented in Table 1. This distribution shows a median particle size falling in the fine silt range with a significant tail of coarser particles extending into the sand fraction. The submillimeter PSD creates dusting potential during handling and requires positive containment to prevent fugitive emissions. The undersized material from screening operations exhibits a distinctly coarser distribution, with particles up to 3.5 mm.

TABLE 1.
Typical grain size distribution of fines from dry dedusting, ArcelorMittal Hamburg.
The chemical composition of DRI fines differs significantly from that of product DRI, particularly in carbon content; DRI fines typically contain 4-6% carbon compared to about 2% in product DRI. This elevated carbon level requires consideration during EAF charge balancing, as it can impact slag chemistry and foaming behaviour.
In addition, DRI fines are marked by their reactivity and abrasiveness. The highly metallized iron in DRI fines exhibits significant chemical reactivity, particularly toward oxygen and moisture. Exposure to air can result in exothermic oxidation reactions, while contact with water produces hydrogen gas, both of which pose potential safety risks. Meanwhile, the fines’ angular particle morphology and hardness can cause accelerated wear of conveying equipment, particularly at impact points and changes in flow direction.
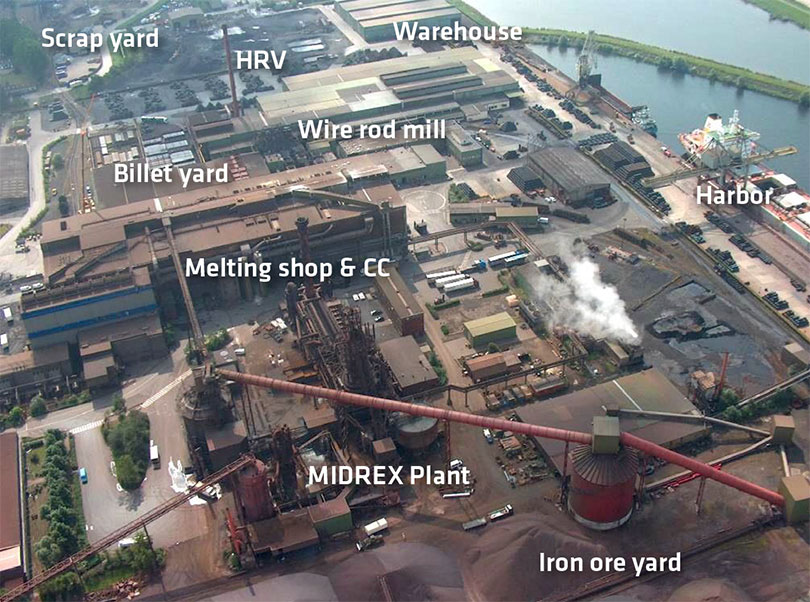
FIGURE 1.
ArcelorMittal Hamburg
Arcelormittal Hamburg: Operating Direct Injection Of Dri Fines In Eaf
ArcelorMittal Hamburg operates as an integrated mini-mill facility with an installed capacity of:
- 700,000 tons per year of DRI production via an onsite MIDREX Plant.
- 1.1 million tons per year of billet production.
- 800,000 tons per year of high-quality wire rod.
Iron ore pellets are delivered to the ore yard and processed through the MIDREX Plant before melting in the EAF, with supplemental scrap, and refining through dual ladle furnaces. These ladles feed a continuous caster that produces billets for final rolling into finished wire rods. The MIDREX Plant is situated within 250-300 meters of the melt shop. As will be discussed in more detail below, this distance is critical as it allows for pneumatic conveying of DRI fines directly to the melt shop.
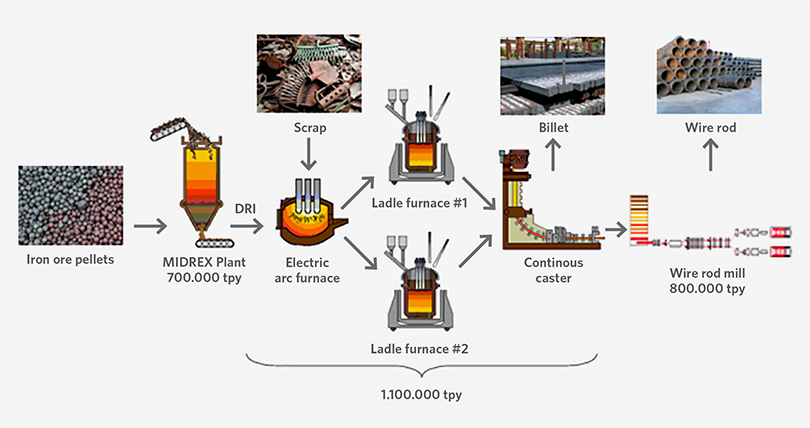
FIGURE 2.
Production flow at ArcelorMittal Hamburg.
DRI Dust Injection System Design
The injection system was designed in collaboration with Stein Injection Technologies and comprises four main components: storage, intermediate handling, transport, and injection. A 320-ton bin at the MIDREX Plant serves as primary storage for the DRI fines. An adjacent 5-ton sending vessel serves as the pressure vessel for initiating pneumatic transport via a 250-meter, underground basalt-lined pipeline. The selection of basalt lining addresses the severe abrasion that would rapidly degrade conventional steel piping. At the melt shop, a 25-ton receiver/sending vessel provides buffer storage and feeding capability to the EAF. The injection lance assembly allows the introduction of DRI dust into the molten bath.
The system is fully automatic, controlled from the central control room. DRI dust flows by gravity from the 320-ton storage bin into the first sending vessel. Level sensors automatically stop charging when 5 tons of material have accumulated; the vessel is then pressurized using feed gas, typically to a pressure of 4.5 to 5.0 bar. The basalt-lined pipeline is prepared simultaneously by filling it with feed gas and adjusting the oxygen concentration through the addition of nitrogen.
Pneumatic conveying initiates when sufficient differential pressure develops between the sending vessel and the receiving cyclone. DRI dust travels through the underground pipeline to the cyclone positioned above the receiving vessel at the melt shop. The cyclone connects to both the steel plant’s dedusting system, which captures the feed gas, and to the receiving vessel, where the DRI dust is collected. Following material transfer, the system undergoes depressurization to ambient conditions. The same pneumatic transfer method conveys material from the receiving vessel to the EAF when injection is required. A moveable consumable lance introduces the DRI fines into the EAF.
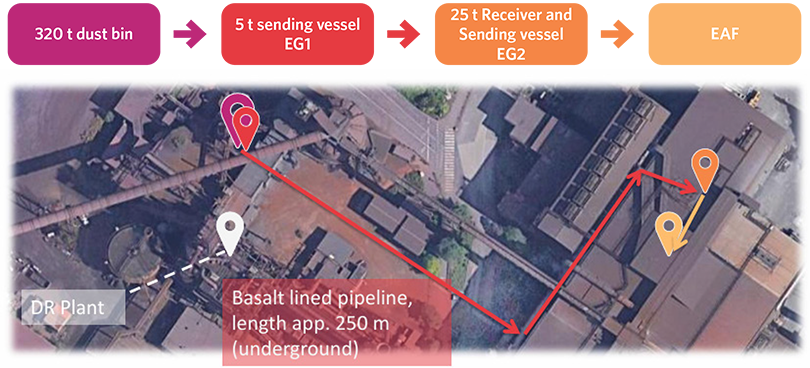
FIGURE 3.
Hamburg DRI dust injection system layout.
Safety Systems
The reactive nature of DRI dust, particularly its potential to generate hydrogen gas and undergo spontaneous heating, requires comprehensive safety monitoring and control systems:
- Hydrogen monitoring in the dust bin, receiver vessel, and sending vessel. Hydrogen generation signals potential moisture ingress or exothermic reactions requiring immediate attention.
- Oxygen monitoring in the pipeline. Automatic nitrogen injection occurs when the oxygen concentration exceeds 16%, preventing conditions that could support combustion or accelerate oxidation reactions.
- Temperature monitoring: Thermocouples positioned along the pipeline provide continuous temperature surveillance. If the temperature exceeds 120°C, indicating a potential exothermic reaction, the system automatically shuts down.
- Inert gas blanketing: The system maintains a 100% inert gas atmosphere (nitrogen or spent process gas) in the sending vessel and dust bin, preventing oxygen and moisture ingress.
All monitoring systems report to the central control room, where operating personnel maintain continuous observation, allowing manual intervention if necessary.
Operational Experience
Injection practice
DRI fines injection occurs through the consumable injection lance below the slag level, typically during flat bath operation. Submerged injection of the fines minimizes the reoxidation of metallic iron, thereby improving yield compared to top charging. The fine particle size enables rapid dissolution into the molten metal. Lance consumption (up to 15 heats per lance) represents a cost that must be balanced against the benefits of high-yield injection. Lance design must also accommodate the abrasivity of the DRI fines while providing reliable material flow control. The movable lance assembly enables positioning adjustments during heating to optimize the injection location as bath conditions change.
The injection rate and total quantity per heat must be coordinated with the overall charge balance to ensure a stable system. Excessive injections of DRI fines can lower the bath temperature, while insufficient injections fail to maximize the use of the available fine material. Operating experience at Hamburg has established protocols for integrating fine injections with scrap charging, DRI product addition, and auxiliary material feeding to achieve the target bath composition and temperature.
Slag Management
The high carbon content of the injected dust has a significant impact on the behavior of the slag. Carbon dissolution into the slag promotes foam formation, providing thermal insulation that reduces refractory wear, minimizes nitrogen pickup from the atmosphere, and improves electrical efficiency by stabilizing the arc. However, excessive foaming can lead to operational challenges, including slag overflow, furnace pressure fluctuations, and difficulties maintaining proper slag chemistry.
The PSD also affects formation kinetics differently than lump DRI or scrap. The rapid dissolution and distribution of the fines promote uniform foaming rather than localized reaction zones. This generally produces more stable and controllable slag conditions compared to discontinuous carbon injection or the addition of lumpy material. The ash content of the carbon in the DRI fines, along with any gangue constituents from the original ore, also contributes to slag volume and composition. Although these contributions typically remain minor compared to the additions required for flux optimization, they should be considered in the overall mass balance.
Yield Considerations
Closed pneumatic transportation of the DRI fines eliminates material losses and emissions, while injection below the slag level prevents reoxidation losses and entrainment in the off-gas stream.
FIGURE 4.
Fully automated injection system.
Economic Analysis
Operating Costs
The operating cost analysis for the injection system at Arcelor Mittal Hamburg indicates low specific costs of DRI dust processed. This encompasses several cost components:
- Labor costs
- Spare parts, primarily for pipeline maintenance and lance replacement
- Purge gas compressor operation and associated electrical energy
- Plant compressed air consumption for pneumatic controls
- Consumable lance replacement
- Rubber hoses and connection components
Capital Investment
Capital costs include storage bins, sending and receiving vessels, pneumatic conveying pipelines, safety monitoring equipment, control system integration, and a lance injection assembly. While specific capital figures remain proprietary, the investment must be evaluated against the alternative of briquetting (see the following section).
The MIDREX Plant’s proximity to the melt shop at ArcelorMittal Hamburg (about 250-300 meters) proves crucial to economic viability. Transport distances exceeding about 300 meters would require intermediate support stations or alternative conveying methods, which would significantly increase both capital and operating costs. The Hamburg installation operates near the practical distance limit for single-stage pneumatic conveying of DRI dust.
Value Considerations
Any economic evaluation of DRI fines injection must consider the value of the recovered iron in the injected fines. The improved EAF performance resulting from beneficial slag formation also provides an indirect economic benefit. Enhanced slag foaming reduces electrical energy consumption, improves refractory life, and can increase productivity through faster heat times. While difficult to quantify precisely, these operational improvements contribute to the overall economic case for injection.

Comparison With Briquetting
Briquetting Process Overview
Briquetting represents an alternative approach for utilizing DRI fines. The process employs hydraulic presses, roller presses, or press chamber equipment to compact DRI dust into solid briquettes under high pressure. Binding agents, such as bentonite or organic substances, are typically added to enhance the strength and handling characteristics of the formed briquettes.
The briquetting process addresses the handling challenges of loose fines by creating a stable, non-dusting product that can be stored, transported, and charged to the EAF through conventional methods (cold DRI briquettes) or recycled as part of the MIDREX Plant feed material (oxide fines briquettes). The volume reduction achieved through densification facilitates storage and transportation, while the reduced surface area decreases oxidation rates during storage and transportation.
Injection Versus Briquetting
Direct injection provides several advantages over briquetting in appropriate applications:
- Yield: Closed transportation and submerged injection maximize iron recovery with minimal losses. Briquetting introduces handling steps and surface oxidation that reduce yield.
- Labor: The fully automated injection system operates with minimal labor requirements, contrasting with the operator-intensive nature of briquetting operations, including material preparation, press operation, and briquette handling.
- Maintenance: The ceramic-lined pipeline system has low maintenance requirements, despite the abrasivity of DRI fines. Conversely, briquetting is more maintenance-intensive, with multiple wear components, including rolls, dies, and hydraulic systems.
- Environment: The closed injection system operates without dust emissions or environmental releases. Briquetting operations generate dust during material handling, press feeding, and briquette discharge, necessitating the installation of additional dust collection and handling systems.
- EAF metallurgy: Fine particle sizes promote rapid dissolution and uniform slag foaming, improving furnace performance. Briquettes dissolve more slowly and may contain binder materials that adversely affect slag chemistry, requiring additional flux additions and increasing energy requirements.
- Operational simplicity: The automated injection system operates continuously without the complexity of press operation, binder preparation and addition, briquette quality control, and storage management that briquetting entails. For example, despite binder additions, briquettes are prone to breakage during handling, generating dust and fine material that requires reprocessing. Extended storage can also lead to briquette degradation through oxidation and moisture ingress.
However, when the distance between the MIDREX Plant and the EAF exceeds the practical limits for single-stage pneumatic conveying (approximately 300 meters), briquetting may prove to be the preferred option, as briquettes are easier to transport longer distances. In addition:
- Briquetting decouples fines utilization from the EAF operating schedule and charge practice. The briquettes can be produced continuously and stored for use when convenient, whereas direct injection requires coordination with EAF scheduling.
- Briquettes represent a saleable product that can generate revenue if on-site utilization capacity is insufficient or if market conditions favor external sales. Direct injections preclude this option as the fines must be consumed in the integrated facility’s EAF.
- Briquetting operations can combine DRI fines with other fine-grained residues from steel production, including sludges, oxide fines, and scale. This co-processing capability provides a utilization pathway for multiple waste streams simultaneously. The injection system handles only DRI dust and screened undersize.
- Briquettes charge through conventional methods and can be incorporated across a wide range of scrap ratios in the EAF charge. Injection during flat bath operation may be constrained by furnace conditions that depend on the scrap/DRI ratio.
Conclusion
The ArcelorMittal Hamburg installation demonstrates that direct pneumatic injection of DRI fines to the EAF can provide an effective solution in appropriate operating and site conditions. The system achieves high yield through loss-free transport and submerged injection, operates with minimal labor requirements, maintains low maintenance costs, and provides metallurgical benefits through enhanced slag foaming. The total operating cost of approximately €6 per ton compares favorably with alternative approaches.
However, direct injection will not be appropriate for all sites. The choice between direct injection and briquetting depends on facility-specific factors that should be systematically evaluated. For example, facilities should consider direct injection as the preferred solution when:
- The MIDREX Plant and steelmaking facility are located within about 300 meters, enabling economical pneumatic conveying.
- The EAF operates with a charge practice that accommodates dust injection during flat bath periods.
- All produced fines can be utilized in the integrated facility’s steelmaking operations.
- Minimizing labor requirements and operating costs is prioritized.
- Environmental performance and elimination of handling emissions are essential.
- Capital investment availability favors the lower-cost injection system.
In contrast, briquetting becomes the appropriate choice when:
- Transport distances exceed the practical limit for pneumatic conveying.
- The facility produces more fines than the on-site EAF can utilize.
- Flexibility to sell excess production as a product is desired.
- Multiple fine-grained residue streams can be co-processed.
- Storage capacity for inventory management is required.
- The EAF charge practice or scrap ratio constraints limit injection opportunities.
References:
- Lohmeier, S., et al. “Briquetting of Fine-Grained Residues from Iron and Steel Production Using Organic and Inorganic Binders.” Steel Research International, 2020.
- Lohmeier, S., et al. “Use of Bentonite and Organic Binders in the Briquetting of Particulate Residues from the Midrex Process for Improving the Thermal Stability and Reducibility of the Briquettes.” Steel Research International, 2021.
Related Reading
 Dec 05, 2025
Dec 05, 2025
Tech Article Meeting The Challenges of H2-Based Technology
Read More Sep 29, 2025
Sep 29, 2025