
What Does the Next Generation Of Midrex Plants Look Like?

Wolfgang SterrerVice President, Direct Reduction • Primetals Technologies Austria GmbH
Articles by Wolfgang
Johannes RothbergerHead of Technical Sales, Direct Reduction • Primetals Technologies Austria GmbH
Articles by Johannes
Sean BoyleVice President - Commercial
Articles by Sean
Ivan SimunovicManager, Technical Services • Midrex Technologies
Articles by Ivan
Introduction
The direct reduced iron (DRI) industry is undergoing a period of transformation. DRI is positioned to become one of the fastest-growing commodities in the steel value chain, driven by steel industry decarbonization, the need for low-carbon feedstock alternatives to scrap for electric arc furnaces, and increasingly stringent environmental regulations.
The transition from natural gas to hydrogen is underway, offering significant reductions in long-term carbon emissions in steelmaking. However, the industry also requires practical solutions in the near term: plants that can operate profitably with today’s natural gas while building in flexibility for tomorrow’s hydrogen economy; systems that maximize material recovery, minimize waste, and reduce water consumption; and digital tools that optimize operations in real time. The next generation of MIDREX® Direct Reduction (DR) Plants must deliver on all these fronts.
At Primetals Technologies, innovation has been a key part of its approach for decades. The company has worked with Midrex Technologies to build more than 20 MIDREX Plants worldwide, playing a significant role in various innovations implemented in these plants. This article explores the technological advances that define next-generation MIDREX Plants, including process innovations, energy-efficiency solutions, water-treatment technologies, and digital solutions that optimize operations in real time.
Process Innovations:
Maximizing Efficiency & Material Recovery
Hot Fines Recycling System
One of the most significant recent developments in MIDREX Plant efficiency is the robust hot fines recycling (HFR) system, designed for high pressure to handle potential DRI combustion, which addresses a persistent challenge in hot briquetted iron (HBI) production: the generation of fine particles downstream of the briquetting process.
Traditionally, HBI fines < 6.3mm discharged downstream of the cooling conveyor represented approximately 3-4% of production. This fine material poses safety, material-handling, and process challenges in downstream steelmaking. It also results in material losses. The HFR system reduces the fine content to below 1.5%, effectively recovering valuable material that would otherwise require separate handling or be lost. The system has been successfully implemented at reference plants including AM Texas and Cleveland Cliffs and is included in all new HBI plants under construction or in development.
FIGURE 1.
Hot fines recycling system
2% less fines after the cooling conveyor results in an additional 40,000 tons of HBI per year for a 2.0 MTPY plant. Assuming a profit of $100 per ton, this generates approximately $4 million in additional annual profit.
Energy Efficiency:
Capturing Waste Heat
Modern MIDREX Plants generate substantial heat at various points in the process. Next-generation designs incorporate additional heat recovery systems to recover and reuse this heat, generating energy for various purposes. This improves the energy efficiency of the MIDREX Process, reducing energy inputs and costs, as well as any associated carbon emissions.
The most prominent additional waste heat recovery opportunities in a modern DR plant are top gas heat recovery, reformer flue gas recovery, and seal gas recover.
FIGURE 2.
Heat integration opportunities in a MIDREX Plant.
1. Top gas heat recovery:
Top gas has a typical temperature of 350°C to 400°C. Dust-laden, hot gas is routed to a waste heat boiler, where it is used to generate about 40-70 tons per hour of steam. The cooled gas is then returned to the top gas scrubber. Coarser dust is removed at the bottom of the waste heat boiler, while a soot blower system can be installed to clean the heat exchange bundles.
2. Reformer flue gas heat recovery:
Even downstream of the standard heat recovery system, flue gas can reach about 325°C. By installing additional heat recovery bundles, further heat can be extracted from the flue gas, reducing the outlet temperature to about 220°C. As example for a MIDREX Plant producing 2.5 MTPY, this can recover an additional 18 MW of thermal heat, generating about 22 tph of steam.
3. Seal gas heat recovery:
A portion of the reformer flue gas is used as seal gas in the MIDREX Process. This seal gas is about 1,150°C before cooling in a direct contact cooler. However, this heat can also be recovered, which reduces the seal gas temperature to about 220°C, generating about 16 MW of thermal heat, which is equivalent to 19 tons per hour of steam.
Combined, these systems can produce more than 80 tons per hour of low or medium pressure steam for use in the client’s steam network, which can be used for many things including steam heat tracing for cold climates. The modular nature of modern plant design means that if considered in the initial plant design waste heat recovery systems can be installed during initial construction or retrofitted later as economic conditions warrant. Alternatively, these additional waste heat recovery systems can be utilized to pre-heat other process streams or utilized in a CO2 removal system.
When the MIDREX plant is integrated with electric arc furnace (EAF) operations, the EAF off-gas provides an additional opportunity for heat recovery. Off-gas temperatures of 1400°C can be reduced to just 300°C, generating approx. 90 tons per hour of steam.
The return of investment strongly depends on the utilization of the steam and the energy prices available at that side, but typically is in the range of a few years.
Water Treatment Solutions:
Responding To Scarcity
Water scarcity affects many regions where MIDREX Plants operate, making water conservation a critical consideration in next-generation plant design. Primetals Technologies has developed comprehensive water-saving concepts that address this challenge through multiple approaches.
Water losses are mainly caused by evaporation, by slurry/sludge handling or as blow down, therefore water saving measures target these three points.
Dillingen MIDREX Flex Plant Rendering
1. Evaporation
For example, the common water-based circuit cooling can be partially executed by air cooled equipment. The hot water return will be cooled in the first step by fin air coolers.
These systems use axial fans to draw air through evaporative cooling pads, which lower the temperature of incoming process fluids contained in dry-finned coils.
In the second step the water will be further cooled by water heat exchanger to achieve the required cold water temperature within the circuit. The heat exchanger can be re-cooled by a fresh water or sea water cooling tower system, depending on plant location.
2. Slurry/sludge handling
Slurry containing water and solids from the process water loop will be dried via filter a press to recover a high percentage of the water.
3. Blow down
Another water-saving opportunity is to reuse blowdown water. Rather than treating this water as waste, it can be used in adjacent operations, such as pelletizing plants, supporting closed-loop water management. In processes that require maximum water conservation, Minimal Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) systems combine evaporation and centrifugal separation to produce a concentrated solid product and high-quality condensate water suitable for reuse as make-up water.
FIGURE 3.
Fin air cooler
Depending on the local condition and the chosen concept, fresh water savings of 50% or even more compared to conventional freshwater cooling towers and without blow down water treatment could be realized.
Wastewater Treatment Excellence:
The Dillingen Example
The wastewater treatment plant under execution at Dillingen, Germany, demonstrates the sophistication of modern water management systems. The facility handles a maximum flow rate of 480 m³/h from both EAF and DRI operations within space-constrained dimensions of 70 m x 20 m.
The multi-stage treatment process includes metal and solids removal, biological nitrification and denitrification for complete nitrogen removal, lamella clarification, final polishing, and centrifuge-based sludge dewatering. The treated water meets quality parameters and complies with stringent German environmental standards.
Dillingen MIDREX Flex Plant Rendering
Digitalization Solutions:
The Smart Midrex Plant
Perhaps no area of innovation promises more transformative impact than digitalization. Next-generation MIDREX Plants incorporate digital technologies throughout the production process, from network infrastructure to operator training systems. These digital systems employ a unified digital architecture that spans four layers:
- Plant Automation: Industry-standard hardware with integrated process safety, designed for high availability and backed by long-term lifecycle support.
- Plant Improvement: Equipment modernization and improvements such as better/redundant instruments, sensors, devices, cameras, etc.
- Plant Optimization: Featuring value-added solutions and optional enhancements designed to improve operational efficiency for customers
- Plant Digitalization: Integrate equipment with cloud-based infrastructure to enable faster issue resolution and real-time monitoring.
Central Operation Cockpit
The central operation cockpit (Figure 4) represents a reimagining of the operator interface. Rather than forcing operators to monitor dozens of separate screens and systems, the cockpit integrates camera streams, classic HMI elements, and digital assistants into an ergonomically optimized design. Key features include automatic switching of camera streams based on operational status and events, intelligent augmentation of camera images with overlays that provide tracking data and guidance, and seamless integration of plant overview data with detailed process operating elements.
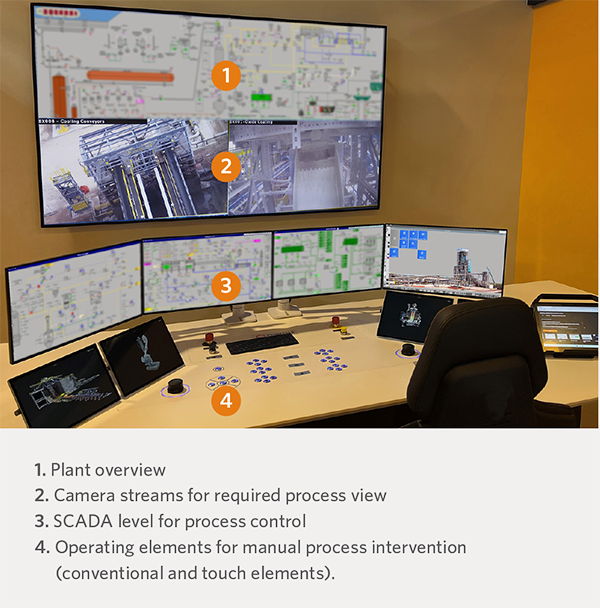
FIGURE 4.
Central operation cockpit, featuring an optimized ergonomic design.
Operator Training Simulation (OTS)
One of the most innovative digitalization approaches is the operator training simulation (OTS):based on digital twin technology is proving to be a pivotal advancement. These systems are not just about training; they are about optimizing plant operations, enhancing safety, and driving efficiency. OTS aims to enhance their skills, improve their decision-making abilities, and ensure they are well-prepared to handle various operational scenarios.
- Training centre for operators: New operators can be trained on the plant before it is built; existing operators can maintain high skill levels through simulation; and training can occur without disrupting production.
- Test and engineering environment: Providing a non-production environment for software commissioning, testing, and lifecycle management.
DRIpax and DRIpax Expert System
The DRIpax suite of digital tools includes multiple integrated systems:
- Process information and data management: Consolidat-ing laboratory data, product data, and process events.
- Product quality prediction: Providing forecasts of product metallization, carbon content, and discharge temperature.
- Expert system: Offering process diagnoses and corrective actions to achieve standardized operation and stable product quality.
Case Study: Dillingen 2.0 Mtpy
Midrex Flex Plant
The Dillingen plant in Germany exemplifies the next-generation MIDREX Plant. This 2.0 MTPY facility incorporates virtually every innovation discussed in this article, making it an ideal case study for understanding how these technologies integrate in practice. The plant features a MIDREX Flex design with hydrogen utilization, feeding a new EAF melt shop that replaced older BOF operations. Key design parameters include the following:
- Capacity: 2.0 million tons per year.
- Product types: both hot and cold DRI.
- Reduction module: MIDREX Megamod.
- Furnace: 7.15m internal diameter MIDREX reduction furnace.
- Reformer: 19 bay, 6-row design with MA-1 11-inch reformer tubes.
- Hourly production: 250 tons rated capacity.
- Annual operation: 8,000 hours of continuous operation.
- Product specification: 94.0% metallization, 2.5% carbon with 100% natural gas operation.
The plant can process pellets (including low- and DR-grades) and lump ore, providing operational flexibility. For hot DRI applications, a hot transport conveyor system delivers material to the EAF via two 400-ton HDRI bins. For cold DRI production, six storage bins with a capacity of 8,000 tons each provide substantial inventory and integrated train-loading facilities.
Innovations Implemented at Dillingen
The Dillingen facility incorporates numerous next-generation features (Table 1).
Given the plant’s proximity to residential areas, extensive noise-reduction measures were also incorporated into the design. These included the following:
- Fully clad reduction tower.
- Encapsulation of process gas compressors.
- Silencers for compressors, blowers, and flue gas stack.
- Concrete buildings housing major noise-generating equipment.
- All conveyors enclosed within insulated galleries.
- Enclosed screening stations with soundproof elements.
- Noise insulation on valves and pipelines.
- Low-noise design for stacker, reclaimer, cooling towers, and dedusting units.
Contract effectiveness was in October 2024 and civil works for the DR plant started in autumn 2025 with the mechanical erection to start a year later and the first product expected for Mid 2029.
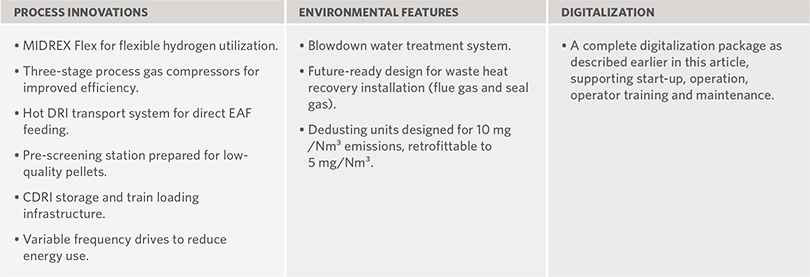
TABLE 1.
Next-generation MIDREX Plant innovations at the Dillingen facility, Germany.
Conclusion: Defining The Next Generation
The next generation of MIDREX Plants represents a holistic evolution in DR technology. Process innovations recover materials previously lost to waste streams. Energy efficiency measures capture heat that would otherwise be wasted. Water treatment solutions enable operations in water-scarce regions. Digitalization transforms plant operations from reactive to predictive, from manual to automatic and optimized. As the Dillingen example demonstrates, modern DR plants also address critical community concerns, such as noise reduction.
As the steel industry navigates the energy transition, next-generation MIDREX Plants provide a pathway forward to maintain the technology’s operational excellence, while meeting the environmental, economic, and social expectations of sustainable steelmaking.
Related Reading
 Feb 04, 2026
Feb 04, 2026
Commentary The State of Green Steel
Read More Dec 05, 2025
Dec 05, 2025